- الميزات والخصائص التقنية لأنابيب المياه والغاز
- معايير وأبعاد الأنابيب الفولاذية
- معلمات اللحامات المستقيمة
- اللوائح الخاصة بأنابيب اللحام الحلزونية الملحومة بالكهرباء
- متطلبات المنتجات غير الملحومة المشكلة على الساخن
- معايير الأنابيب غير الملحومة المشكلة على البارد
- ميزات وخصائص منتجات المياه والغاز
- مخطط أنابيب حديد الدكتايل
- تحديد
- لماذا تختار المعدن لأنظمة التدفئة
- أنواع الأنابيب حسب طريقة الإنتاج
- أنابيب فولاذية غير ملحومة مشكلة على الساخن GOST 8732
- مواسير فولاذية غير ملحومة على البارد مشوهة وفقًا لـ GOST 8734
- أنابيب فولاذية ملحومة كهربائيًا وفقًا لـ GOST 10704
- إيجابيات وسلبيات الأنابيب المعدنية
- ما هي GOST لأنابيب الصلب
- إنتاج الأنابيب الفولاذية: الطرق الأساسية
- كيف يتم تصنيع منتجات اللحام المستقيم الملحومة كهربائياً؟
- إنتاج أنواع اللحام الحلزوني الكهربائي
- إنتاج منتجات غير ملحومة مشكلة على الساخن
- ملامح إنتاج الأنابيب الباردة
- نظرة عامة على المنتجات من الشركات المصنعة الرائدة
- الشركة المصنعة رقم 1 - ماركة HOBAS
- الشركة المصنعة رقم 2 - شركة الزجاج المركب
- الشركة المصنعة رقم 3 - ماركة أميانتيت
- الشركة المصنعة رقم 4 - شركة Poliek
- أنبوب مستطيل
الميزات والخصائص التقنية لأنابيب المياه والغاز
أنابيب VGP عبارة عن منتجات لها درزات ملحومة.إنتاجهم أرخص بكثير من إنتاج الأنابيب الصلبة المدرفلة. تجعل المعايير الصلبة من الممكن إنتاج أنابيب ملحومة ليست أقل شدة من الأنابيب الصلبة المدرفلة. للحماية ، يتم وضع طلاء الزنك داخل الأنبوب وعلى جانبه الخارجي.

تتميز أنابيب VGP المجلفنة بما يلي:
- مقاومة التآكل
- عملية طويلة خالية من المتاعب ؛
- براعة الاستخدام
- سعر منخفض نسبيًا.
تميز الأنابيب الملحومة الكهربائية بين أنابيب VGP السوداء (بدون طلاء مضاد للتآكل) والأنابيب المجلفنة. المتطلبات الرسمية لهذه المواد موضحة في GOST 3262-75. يتم إنتاج أنابيب VGP المستديرة من الإنتاج بشكل سلس ، مع خيط أو أداة توصيل. يختلف الخيط في الموقع (خارجي أو داخلي) وطريقة التطبيق (مخرش ، مقطوع).
يجب ألا يقلل الخيط المتداول من القطر الداخلي للأنبوب بأكثر من 10٪. لا توجد متطلبات صارمة لحجم الخيط - يمكن أن يكون طويلًا أو قصيرًا.
من الشائع بالنسبة للأنابيب الفولاذية المستديرة الشكل والملحومة استخدامها في البنية التحتية الحضرية غير المرتبطة باتصالات النقل. هذا هو تصميم اللوحات الإعلانية ، وتحسين مساحة الشوارع الحضرية ، والأراضي المجاورة ، وبناء الملاعب. استخدام الأنابيب المجلفنة "غير الأساسية" يصل إلى نطاق كبير.
نوصيك بقراءة: أي تدفئة أفضل وكيفية تثبيتها في منزل خاص
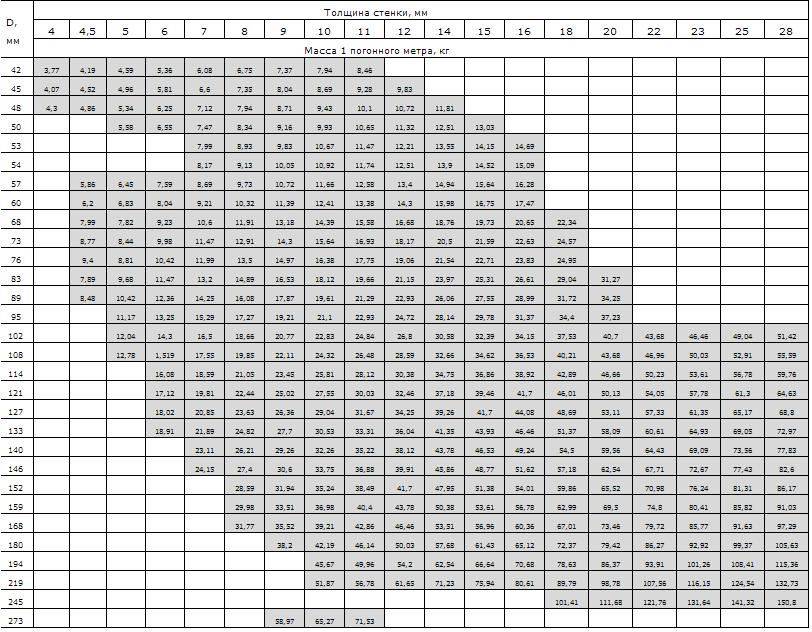
السمة المميزة لـ VGP لمواد الأنابيب هي سماكة الجدار. الأنابيب المجلفنة ذات الجدران السميكة هي الأطول عمراً.
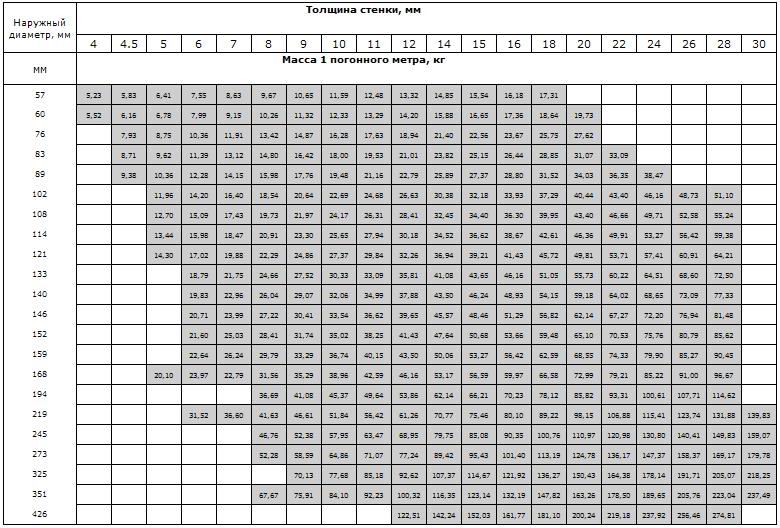
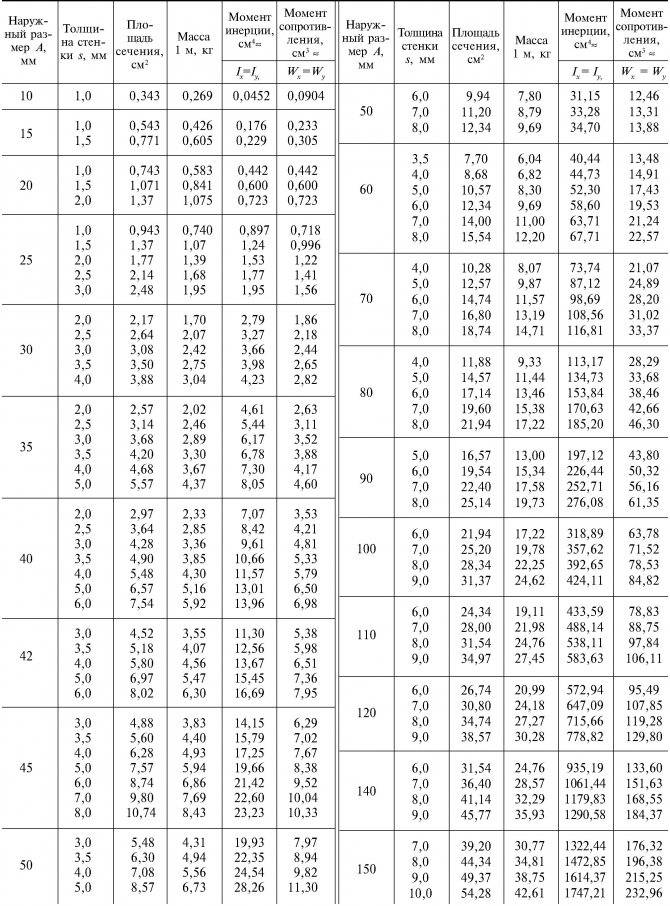
يجب أن يؤخذ في الاعتبار أن سمك جدار الأنبوب يؤثر على قطره ووزنه. يظل البعد الخارجي لأنبوب VGP الفولاذي المجلفن دون تغيير ، بغض النظر عن سمك الجدار.وبالتالي ، فإن أفضل إنتاجية ، مع افتراض ثبات باقى المتغيرات ، سيتم عرضها بواسطة أنبوب رقيق الجدران. يتم تصنيع الأنابيب وفقًا للأبعاد والوزن الموضح في الجدول ، والأبعاد مبينة بالملليمتر.
مع علاقة عكسية ضغط العمل. يمكن أن يتحمل الأنبوب الرقيق الجدران حتى 25 ضغطًا جويًا ، وسميك الجدران - حتى 35 ضغطًا جويًا.
الأنابيب ذات سماكة الجدار المتوسطة تسمى الأنابيب العادية. يتم شراء منتجات الأنابيب من هذا النوع بالوزن ، أي أن المستهلك لا يدفع لكل متر طولي ، ولكن السعر مرتبط بوزن المنتج.
معايير وأبعاد الأنابيب الفولاذية
بالنسبة للأنابيب المصنوعة من الفولاذ المدلفن ، هناك معايير خاصة و GOST. تصف هذه المعلمات طريقة تصنيع المنتج وأبعاده الأساسية والمقطع العرضي وسمك الجدار. بالتركيز على هذه المعلومات ، يتم تحديد منطقة استخدام جزء معين.
معلمات اللحامات المستقيمة
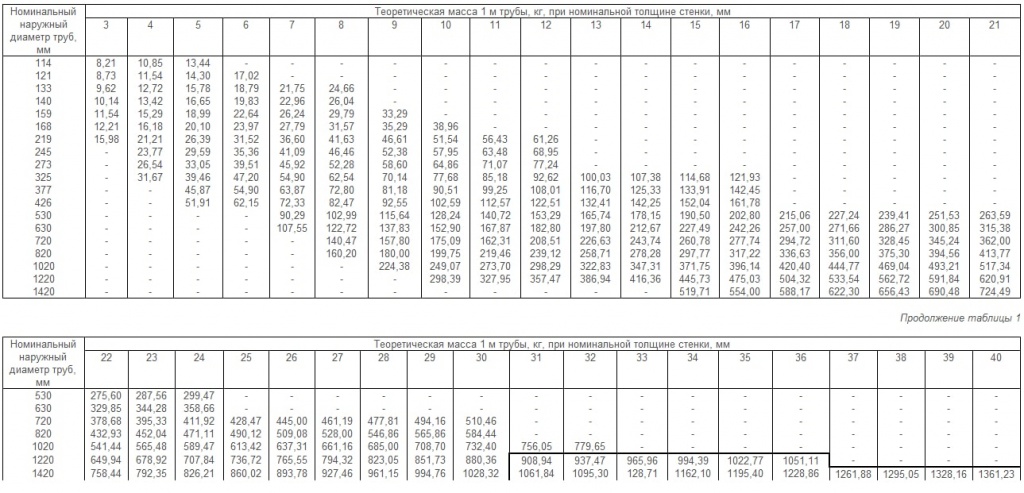
يتم تنظيم إنتاج الأنابيب الملحومة بالكهرباء ذات التماس المستقيم بواسطة GOST 10704-91. ووفقا له ، فإن القطر الخارجي للمنتج هو 10-1420 ملم ، وسمك الجدار يختلف من 1 إلى 32 ملم.
التعزيز ، الذي لا يتجاوز قطره 426 ملم ، له طول محسوب وغير مقيس. في حالات خاصة ، تصنع الأنابيب بحافة أقوى ومعززة ، لكن بالنسبة لها يوجد معيار خاص منفصل - GOST 10706.

الأنابيب الفولاذية الملحومة بالكهرباء مع خط مستقيم هي مادة متعددة الاستخدامات مع مجموعة واسعة من التطبيقات. الجودة اللائقة والسعر المنخفض تجعل استخدامها مناسبًا في كل من المرافق واسعة النطاق وفي الحياة اليومية.
غالبًا ما تستخدم الأنابيب من هذا النوع لوضع أنظمة الاتصالات التكنولوجية ذات الضغط المعتدل وإنشاء هياكل معدنية عملية ومريحة وخفيفة الوزن لأغراض مختلفة.
اللوائح الخاصة بأنابيب اللحام الحلزونية الملحومة بالكهرباء
يتم إنتاج الأنابيب الملحومة بالكهرباء ذات التماس الحلزوني وفقًا لـ GOST 8696-74. القطر الخارجي لهذه المنتجات هو 159-2520 ملم ، سمك الجدار يتراوح من 3.5 إلى 25 ملم ، والطول 10-12 متر.

الأنابيب الملحومة الكهربائية ذات التماس اللولبي أغلى من نظيراتها الطولية. ومع ذلك ، فإن التكاليف لها ما يبررها ، خاصة إذا كان النظام يتطلب اتصالاً مثاليًا ودقيقًا لا تشوبه شائبة.
الأنابيب المصنوعة بهذه الطريقة أكثر متانة ولديها القدرة على تحمل الضغط العالي. يسمح المعيار باستخدامها للأغراض المنزلية والصناعية ، لإنشاء أنظمة اتصالات موثوقة ومختومة ومستقرة من الناحية التشغيلية.
متطلبات المنتجات غير الملحومة المشكلة على الساخن
تم وصف معايير الأنابيب غير الملحومة المشكلة على الساخن في GOST 8732-78. يتراوح سمك جدرانها من 2.5 إلى 75 ملم ، ويتراوح قطرها من 20 إلى 550 ملم. في الطول ، سواء المقاس أو غير المقيس ، يتراوح الحجم من 4 إلى 12.5 مترًا.





الأنابيب غير الملحومة المصنوعة من التشوه الساخن لا تُستخدم عمليًا في الحياة اليومية. غالبًا ما يتم استخدامها للأنظمة الصناعية ذات المتطلبات المتزايدة للموثوقية والضيق.
تستخدم الأنابيب من هذا النوع لنقل المواد شديدة السمية للصناعات الكيماوية. يضمن عدم وجود خط التماس استحالة تسرب ودخول المواد الضارة إلى الأرض أو الغلاف الجوي.
القدرة على تحمل الضغط العالي المستمر تجعل الأنابيب غير الملحومة ذات صلة بصناعة النفط والغاز.
معايير الأنابيب غير الملحومة المشكلة على البارد
يتم تصنيع الأنابيب الفولاذية المدلفنة على البارد وفقًا لـ GOST 8734-75. يتراوح القطر الخارجي للحديد من 5 إلى 250 ملم ، وسماكة الجدار 0.3-24 ملم. يتم إنتاج المنتجات بأطوال عشوائية من 1.5 إلى 11.5 متر وبأطوال مقاسة من 4.5 إلى 9 أمتار.

يتم استخدام الأنابيب الفولاذية غير الملحومة ذات الجدران السميكة بنفس طريقة استخدام الأنابيب الساخنة. وغالبًا ما يتم استخدام الجدران رقيقة الجدران عند الحاجة إلى مزيج من القوة التي لا تشوبها شائبة والوزن المنخفض (صناعة الطيران ، وبناء السفن ، وما إلى ذلك)
تُظهر الأنابيب الفولاذية غير الملحومة الناتجة عن التشكيل البارد قوة عالية واستقرارًا تشغيليًا وموثوقية طوال فترة الاستخدام بأكملها.
ميزات وخصائص منتجات المياه والغاز
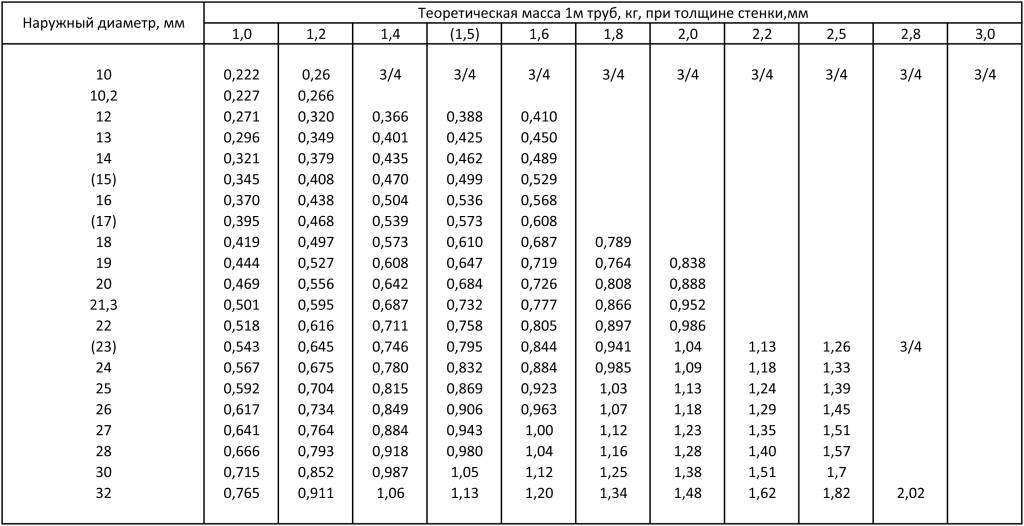
يتم إنتاج أنابيب الغاز والمياه وفقًا للوائح GOST 3262-75. في معيار منفصل ، يتم تمييز هذا النوع من المعدن المدلفن فقط بسبب نطاق أضيق.
القطر الخارجي للمنتج هو 10.2-165 ملم ، وسماكة الجدار تتراوح من 1.8-5.5 ملم. نطاق الحجم للأطوال العشوائية والمقاسة هو نفسه - من 4 إلى 12 مترًا.

تستخدم أنابيب المياه والغاز بشكل أساسي للغرض المقصود منها: لتنظيم إمدادات المياه وأنظمة اتصالات الغاز. في بعض الأحيان يتم استخدامها لإنشاء هياكل خفيفة الوزن أو يتم استخدامها في صناعة الأثاث لصنع عناصر ديكور داخلي أنيقة.
ينص المعيار على إنتاج ليس فقط أنابيب المياه والغاز التقليدية ولكن المجلفنة أيضًا.
مخطط أنابيب حديد الدكتايل
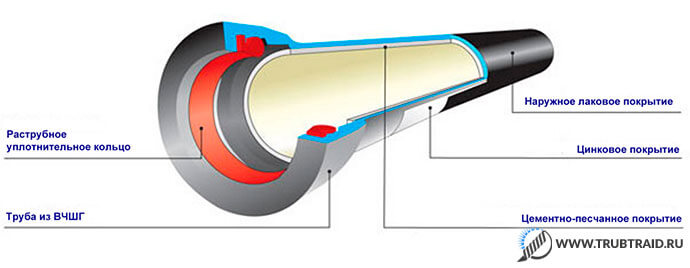 رسم مرئي لأنابيب الحديد الزهر عالية القوة مع دورق كروي
رسم مرئي لأنابيب الحديد الزهر عالية القوة مع دورق كروي
كما يتضح فإن التصميم يتكون من بعض العناصر الخارجية والداخلية:
- حلقة الختم: هذه الطبقة الواقية ضرورية لتعزيز قوة الهيكل. كما أنه يعمل كصهر في حالة انكسار الأنبوب أو تشوهه.
- طلاء الزنك: ضروري للحد بشكل كبير من تأثير التآكل على السطح الخارجي للهيكل.
- طلاء الأسمنت بالرمل: يعمل كنوع من التأريض ضد تأثير الكهرباء على سطح الأنبوب. في حالة وقوع حادث بتيار كهربائي ، فإن هذه الطبقة الواقية هي التي ستتحمل العبء الأكبر من الضربة.
- VChShG: في الواقع المادة الرئيسية التي يتكون منها الهيكل.
- الطبقة النهائية: وتحتوي على أقل شوائب وسبائك حيث أنها أقل حمولة.
يقدم هذا المخطط الكميات الفيزيائية والرياضية ، على أساسها يتم إجراء الحسابات وتعيين أبعاد الهياكل.
وصف:
- بيل ، د: كمية مادية تميز المعلمة الأساسية في بداية الإنتاج - دورة الصفر. هذا هو الأساس لبناء هياكل الأنابيب.
- الممر الاسمي ، DN: القيمة الاسمية التي تميز قابلية نقل مادة النقل عبر القنوات الداخلية للأنبوب.
- متوسط القطر ، DE: معلمة شرطية تستخدم لحساب المسافة بين الأقطار الداخلية والخارجية والوسطى.
- مساحة جدار الأنبوب ، S: معلمة أساسية في حساب الأجزاء الرئيسية للأنبوب.
- L و L1: طول الأقسام الفردية للهيكل.
تحديد
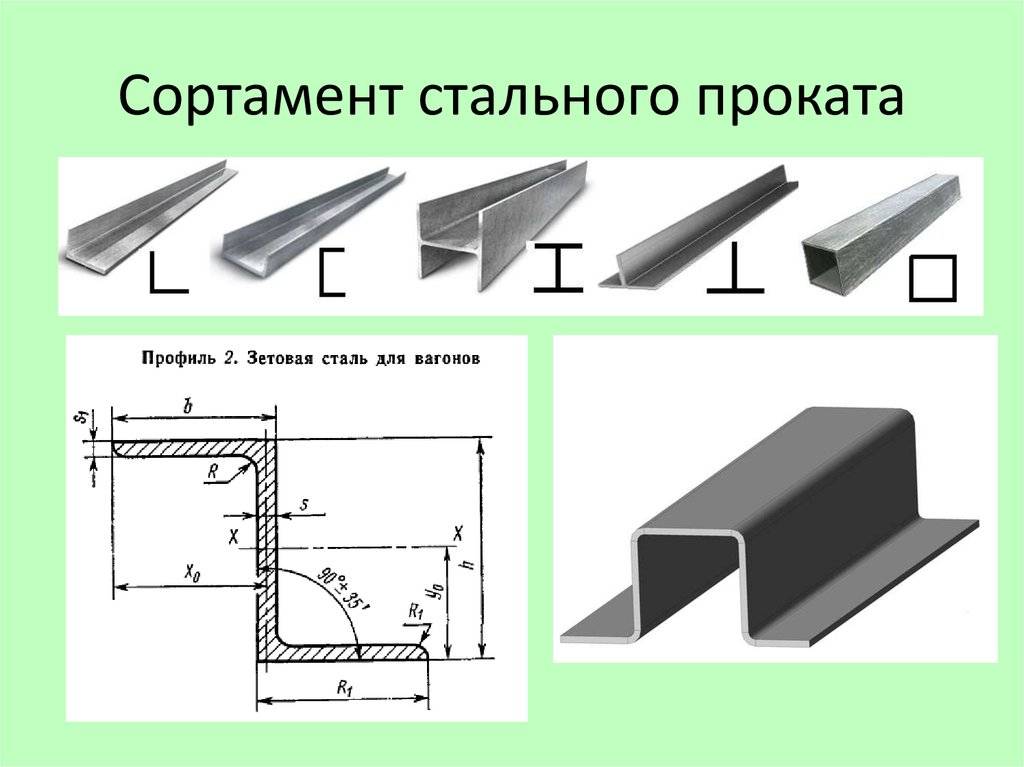
ضع في اعتبارك الخصائص التقنية الرئيسية لأنبوب فولاذي جانبي:
- عرض الملف الشخصي. أنواعها الرئيسية مربعة ومستطيلة وبيضاوية.يحدد هذا المعيار تقسيم ملف تعريف الأنبوب في التشكيلة العامة.
- أبعاد هندسية. للمشاهد المستطيلة ، هذه هي العرض والارتفاع. وكذلك طول كل جزء.
- سمك الحائط. تفاصيل مهمة للغاية ، لأنها تحدد نطاق الاستخدام الإضافي.
- وزن. تقييم مهم بنفس القدر يحدد مستوى جودة البضائع. من خلال الوزن والأبعاد الهندسية ، يمكنك معرفة سمك الجدار. يصبح هذا مفيدًا جدًا في المواقف التي لا تتوفر فيها القدرة على الوصول إلى القياسات.
عند وصف الأنابيب الفولاذية الاحترافية ، تجدر الإشارة إلى أن مداها يتم تحديده بواسطة GOST 8639-82. في هذا المستند ، يتم تمييز ثلاثة أنواع رئيسية من ملفات التعريف:
- البرد شكلت.
- المدرفلة على الساخن.
- ملحومة بالكهرباء.
 الأول والثاني غير ملحوم ، والثالث مصنوع من مادة الألواح باستخدام تقنيات ملحومة.
الأول والثاني غير ملحوم ، والثالث مصنوع من مادة الألواح باستخدام تقنيات ملحومة.
وتجدر الإشارة إلى أن أي خاصية للأنبوب تعتمد على عدد من مؤشراته الأخرى. لهذه الأسباب ، يمكننا أن نستنتج أن وجود جدول بالقيم المحسوبة المقابلة لـ GOST يجعل من السهل معرفة مدى ارتفاع مستوى الجودة من جهة تصنيع أو أخرى.
لماذا تختار المعدن لأنظمة التدفئة
لأكثر من عشرين عامًا ، لم يكن هناك بديل عمليًا للأنابيب الفولاذية - الكربون (المعدن الأسود بالعامية) ، المجلفن ، الفولاذ المقاوم للصدأ. في ذلك الوقت ، لم يسمعوا عن استخدام النحاس للتدفئة ؛ ولم يتم حتى ذكر الأنابيب البلاستيكية في المجلات العلمية التقدمية. لقد تغير الوضع الآن بشكل جذري: لقد دفعت عدة أنواع من البلاستيك عالي التقنية غير المكلف المعدن إلى الخروج من أنظمة التدفئة.

ومع ذلك ، لا تزال الأنابيب المعدنية لا غنى عنها في العديد من المواقف: عندما تعمل الأنظمة في ضغوط تشغيل عالية جدًا ، في المتاجر الساخنة ، عندما تكون القوة العالية مطلوبة من خطوط الأنابيب.
أنواع الأنابيب حسب طريقة الإنتاج
هناك الطرق التالية لإنتاج خطوط الأنابيب: التشكيل على الساخن ، والتشكيل على البارد ، واللحام بالكهرباء. الأبعاد والانحرافات القصوى للمنتجات ، يتم تنظيم مواد التصنيع من خلال مجموعات متنوعة من الأنابيب الفولاذية المستديرة ، وتشكيلات مختلفة لكل طريقة إنتاج:
أنابيب فولاذية غير ملحومة مشكلة على الساخن GOST 8732
يتم إنتاج الأنابيب على ثلاث مراحل. في البداية ، في قضيب دائري مسخن إلى 900-1200 درجة ، يتم ثقب ثقب في آلات خاصة ، ونتيجة لذلك ، يتم الحصول على غلاف. بعد ذلك ، يتم دحرجة الغلاف في أنبوب سحب ، والمرحلة الأخيرة هي التحجيم ، المتداول بالأبعاد النهائية من حيث السماكة والقطر.





يمكن أن تكون أبعاد المنتجات التي تم الحصول عليها بواسطة طريقة الإنتاج هذه: القطر الخارجي 16-630 مم ، سمك الجدار 1.5-50 مم. يتم تقسيم الفراغات للمنتجات إلى عدة مجموعات ، اعتمادًا على المواد المستخدمة في التصنيع:
- أ - تم تطبيع الخواص الميكانيكية للمنتج.
- ب- يتم تنظيم التركيب الكيميائي أثناء التصنيع.
- ب - يتم تنظيم الخواص الميكانيكية والتركيب الكيميائي في وقت واحد ؛
- د - يتم تطبيع التركيب الكيميائي وفحص الخواص الميكانيكية على النماذج الأولية ؛
- د - يتم تنظيم قيمة ضغط الاختبار أثناء التحقق.
إنتاج الأنابيب الساخنة
مواسير فولاذية غير ملحومة على البارد مشوهة وفقًا لـ GOST 8734
للدرفلة ، يتم استخدام قضبان الصلب المستديرة.يتم تسخين قطعة العمل في أفران خاصة لدرجة حرارة بداية التبلور للحصول على اللدونة اللازمة. ثم يتم تخييطه ويدخل إلى مطحنة الدرفلة ، حيث يتم تشكيل الأبعاد التقريبية للمنتج بمساعدة البكرات. العملية الأخيرة هي تغيير الحجم والقص إلى طول معين.
على عكس الأنبوب المشكل على الساخن ، يتلقى الأنبوب المشكل على البارد معالجة حرارية إضافية أثناء المعايرة ، مما يجعل هذه المنتجات مستقرة ومتينة.
تنقسم المنتجات المشكلة على البارد إلى الفئات التالية ، حيث يكون المعيار الرئيسي هو نسبة القطر D إلى حجم الجدار S:
- رقيقة الجدران بشكل خاص ، مع نسبة D / S أكبر من 40. إذا كان البعد D = 20 مم أو أقل ، فإن البعد S = 0.5 مم أو أقل.
- رقيقة الجدران ، بنسبة D / S 12.5 وأقل من 40. بالإضافة إلى الأنابيب مع D \ u003d 20 مم. وأقل عند S = 1.5 مم وأقل.
- سميكة الجدران ، بنسبة D / S من 6 إلى 12.5.
- سميكة الجدران بشكل خاص بنسبة D / S أقل من 6.
تُستخدم الأنابيب رقيقة الجدران والرقيقة للغاية في مختلف الأنظمة الهيدروليكية ، ومحركات السيارات ، وأنظمة التبريد الصناعية ، وكذلك في الصناعات الطبية والغذائية. التطبيق الرئيسي للأنابيب ذات الجدران السميكة هو في صناعة النفط والغاز.
المنتجات المدرفلة على البارد رقيقة الجدران
أنابيب فولاذية ملحومة كهربائيًا وفقًا لـ GOST 10704
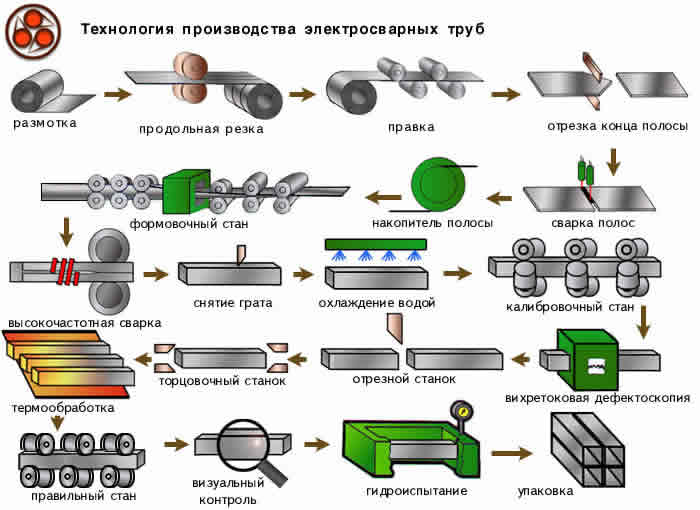
تشتمل تقنية التصنيع على عدة مراحل يتم دمجها في عملية واحدة مستمرة:
- قص الصفائح. يتم إجراؤه على آلات عالية الدقة ويسمح لك بالحصول على فراغات من نفس الحجم.
- للحصول على شريط لا نهاية له ، يتم لحام الشرائط معًا ، وتمريرها مسبقًا عبر نظام بكرات لإزالة عيوب السطح.
- يتم تمرير قطعة العمل الناتجة من خلال نظام من البكرات الأفقية والعمودية ، والتي يتم تشكيل المنتج بها.
- يتم إجراء لحام الحافة باستخدام لحام عالي التردد. يتم تسخين حواف قطعة العمل بواسطة محث لدرجة حرارة الانصهار ، ثم يتم ضغطها بواسطة بكرات العقص. طريقة أخرى ، عندما يتم تسخين الحواف بمولد عالي التردد ، يتم تطبيق التيار على الحواف باستخدام جهات الاتصال.
- المعايرة وإزالة الأزيز. يتم تبريد قطعة العمل ثم تمريرها من خلال بكرات التحجيم لإزالة البيضاوية وضمان الأبعاد المطلوبة.
- قطع المنتج. يتم قطع الفراغات إلى الحجم المطلوب.
- تتم مراقبة جودة المنتجات المصنعة من خلال ثلاث طرق: فحص اللحام ، اختبار ضغط الماء المرتفع والتسطيح. للتحكم في اللحام ، يتم استخدام طريقة الموجات فوق الصوتية بشكل أساسي. يوجد كاشف الخلل مباشرة على الخط بعد عملية اللحام. 100٪ من المنتجات تخضع للمراقبة. 15٪ من منتجات الدُفعة خاضعة للاختبار المائي. واجتاز منتجان من الدفعة اختبار التسطيح.
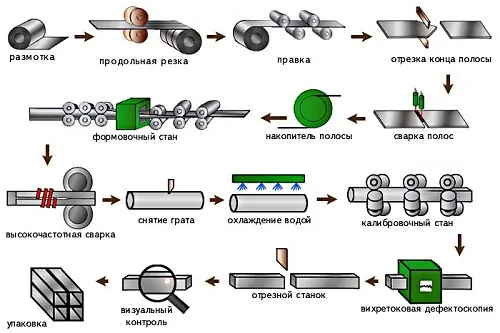 مخطط لتصنيع الأنابيب الملحومة بالكهرباء
مخطط لتصنيع الأنابيب الملحومة بالكهرباء
تستخدم خطوط الأنابيب الملحومة على نطاق واسع في وضع الشبكات الهندسية التي يمكنها تحمل الأحمال الثقيلة والضغوط. منتجات بقطر 1200 مم. تستخدم في تركيب جميع خطوط أنابيب الغاز الرئيسية وخطوط أنابيب النفط.
إيجابيات وسلبيات الأنابيب المعدنية
مزايا المنتجات المعدنية:
- قوة. الفولاذ والنحاس والحديد الزهر قادرون على تحمل ضغط أكبر بكثير من البلاستيك وأكثر مقاومة لمطرقة الماء ؛
- القوة كضمان لعدم إتلاف الأنابيب عند العمل في المتاجر - غالبًا في ظروف الإنتاج ، هناك احتمال حدوث تلف لها أثناء تشغيل آليات الرفع والمعدات وحالات الطوارئ في المتاجر الساخنة. عندما يتم وضع التدفئة بين المباني ، يلزم أيضًا قوة هيكلية كافية - يغير المعدن هندسته بشكل أقل عند تسخينه ، ويكون المعدن أكثر مقاومة للتخريب ؛
- مقاوم النار؛
- مقاومة تقلبات درجات الحرارة.
- الإضرار بالبشر.
- مقاومة الأشعة فوق البنفسجية.
- يكون النظام الملحوم على أي حال أكثر إحكامًا من الهياكل الجاهزة ، وعند تركيب أنظمة الغاز يمكن أن يكون هذا أمرًا حاسمًا ؛
- تمدد حراري منخفض - المعدن لا يتدلى ولا يغير تكوينه عند تسخينه ، مثل البلاستيك ؛
- عمر خدمة طويل.
- توصيل حراري. يعمل نظام التسخين المعدني كمصدر إضافي للحرارة في الغرفة ؛ عند وضع الأنابيب حول محيط المبنى ، يمكنك تسخين زوايا الغرف قليلاً ، وزيادة حركة الهواء فيها وحمايتها من حدوث الرطوبة والفطريات والعفن.
العيوب العامة للأنابيب المعدنية:
- للصلب والحديد الزهر - الميل إلى التآكل ؛
- وزن كبير
- للصلب والحديد الزهر - النمو المفرط بأملاح الكالسيوم والمغنيسيوم في السطح الداخلي ؛
- التركيب المعقد عن طريق اللحام أو التركيبات الملولبة.
ما هي GOST لأنابيب الصلب
تعتمد قائمة المؤشرات الفنية لأي نوع من الأنابيب الفولاذية بشكل مباشر على طريقة التصنيع المستخدمة.يتم تحديد كل هذا بمساعدة GOST ، والتي ستتيح معرفتها ، على الأقل ، مراعاة التوصيات الخاصة بتشغيل نوع معين من الأنابيب.
حاليًا ، غالبًا ما تستخدم المستندات التنظيمية التالية لإنتاج الأنابيب الفولاذية:
GOST 30732-2006. تم اعتماده في عام 2006: تتعلق أحكامه بالأنابيب والوصلات المصنوعة من الفولاذ المطلي بطبقة عازلة للحرارة.
يتم استخدام منتجات الصلب ، حيث يتم استخدام العزل الحراري لرغوة البولي يوريثان وغمد البولي إيثيلين ، أو طلاء الصلب الواقي ، في الحالات التي يكون من الضروري فيها مد شبكات التدفئة تحت الأرض. يجب ألا تتجاوز درجة حرارة سائل التبريد 140 درجة (يُسمح بالزيادة إلى 150 درجة لفترة قصيرة فقط). في هذه الحالة ، يجب ألا يتجاوز الضغط في النظام 1.6 ميجا باسكال GOST 2591-2006 (88).
تم اعتماد GOST ، المصمم للصلب المدلفن على الساخن ، في عام 2006 ، على الرغم من أن بعض المصادر تسمح باستخدام GOST القديم - 2591-81. تحتوي الوثيقة على معلومات تتعلق بمنتجات الصلب المربعة ، والتي تم استخدام الطريقة "الساخنة" لتصنيعها. ينطبق هذا GOST على جميع المنتجات ذات الأحجام الجانبية من 6 إلى 200 ملم.
يتم إنتاج أنابيب مربعة أكبر إذا قام المصنع والعميل بإبرام عقد منفصل GOST 9567-75. تنص على دقة الأنابيب المصنوعة من الفولاذ والتي يتم تصنيعها بدقة عالية. يتم التمييز بين الأنابيب الدقيقة المجلفنة المدلفنة على البارد والأنابيب الدقيقة المطلية بالكروم.
تحتاج صناعة بناء الآلات بشكل خاص إلى منتجات GOST GOST 52079-2003. تحدد هذه الوثيقة معايير الأنابيب الملحومة طوليًا واللولبية الملحومة المصنوعة من الفولاذ بقطر 114-1420 مم.من هذه المنتجات الإجمالية ، تم تجهيز خطوط أنابيب الغاز الرئيسية وخطوط الأنابيب التي يتم من خلالها نقل النفط والمنتجات النفطية.
يشير GOST 52079-2003 إلى أنه يمكن فقط نقل المنتجات التي ليس لها نشاط تآكل من خلال هذه الأنابيب. بمساعدة الأنابيب الفولاذية ذات الأقطار الكبيرة ، يمكن نقل المواد بضغط يصل إلى 9.8 ميجا باسكال. بالنسبة للبيئة ، تم ضبط درجة حرارة لا تقل عن -60 درجة.



في الوقت نفسه ، من المهم معرفة أن GOST 52079-2003 رسميًا لم يعد صالحًا: اعتبارًا من 1 يناير 2015 ، GOST 31447-2012 الجديد GOST 12336-66 ساري المفعول. تتعلق أحكامه بالمنتجات المغلقة من نوع الملف الشخصي ، مع قسم على شكل مربع أو مستطيل. اعتبارًا من 1 يناير 1981 ، تم نقل صلاحيات GOST 12336-66 إلى TU 14-2-361-79 ، ولكن لم تفقد أهمية أحكامها حتى يومنا هذا. GOST 10705-91 (80)
اعتبارًا من 1 يناير 1981 ، تم نقل صلاحيات GOST 12336-66 إلى TU 14-2-361-79 ، ولكن لم تفقد أهمية أحكامها حتى يومنا هذا. GOST 10705-91 (80).
يحتوي على قائمة الشروط الفنية التي يتم بموجبها إنتاج أنابيب فولاذية ملحومة كهربائيًا من النوع الطولي بقطر من 10 إلى 630 مم. لإنتاج الأنابيب وفقًا لـ GOST ، يتم استخدام الكربون أو الفولاذ منخفض السبائك. تستخدم هذه المنتجات في العديد من المجالات ، ولكن الأولوية هي خط الأنابيب لضخ المياه.
لا تسري أحكام المواصفة القياسية على الأنابيب الفولاذية التي تصنع منها السخانات الكهربائية GOST 10706 76 (91). تخص الأنابيب الفولاذية الملحومة كهربائياً من النوع الطولي والتي لها أغراض عامة. على النحو التالي من هذا المستند ، قطر هذا المنتج في حدود 426 إلى 1620 ملم GOST 10707 80.
فيما يلي المعايير التي يتم بموجبها إنتاج الأنابيب المشكّلة على البارد الملحومة بالكهرباء ، بدرجات مختلفة من الدقة: عادية ، ومتزايدة ، ودقيقة. يمكن أن يتراوح قطر المنتجات المستهدفة في هذا المستند من 5 إلى 110 مم: في هذه الحالة ، يتم استخدام الفولاذ الكربوني غير المخلوع. في بعض الأحيان ، تحتوي المنتجات الملحومة طوليًا بالكهرباء على إشارات إلى GOST 10707 80 في الوثائق المصاحبة: ويرجع ذلك إلى حقيقة أنه في عام 1991 تقرر تمديد صلاحية هذه الوثيقة.
إنتاج الأنابيب الفولاذية: الطرق الأساسية
تصنع الأنابيب الفولاذية بعدة طرق.
خيارات التصنيع الأكثر شيوعًا هي:
- كهربائيا مع خط التماس المباشر.
- ملحومة كهربائيًا بخط حلزوني ؛
- ساخنة دون خط التماس.
- المدرفلة على البارد دون التماس.
يعتمد اختيار طريقة معالجة المعادن المناسبة على جودة المواد الخام والمعدات المتوفرة من الشركة المصنعة.
معيار منفصل ينظم أنابيب المياه والغاز. ومع ذلك ، لا يحدث هذا بسبب وجود طريقة تصنيع خاصة لهذه المادة ، ولكن بناءً على مجال التطبيق فقط.
في الواقع ، الأنابيب من هذا النوع عبارة عن منتج ملحوم كهربائيًا ذو خط مستقيم. عادةً ما يستخدم هذا النوع في أنظمة الاتصال ذات الضغط المعتدل.
كيف يتم تصنيع منتجات اللحام المستقيم الملحومة كهربائياً؟
يتم لف الصفيحة الفولاذية (الشريط) الملفوفة في لفافة ضيقة وتقطيعها إلى شرائح طولية بالطول والعرض المطلوبين. الشظايا الناتجة ملحومة في حزام لا نهاية له ، وبالتالي ضمان استمرارية الإنتاج.
ثم يتم تشويه الشريط في بكرات ويتم تحويل قطعة العمل إلى منتج مقطع دائري بحواف مفتوحة.يتم لحام خط التوصيل بطريقة القوس أو التيارات الحثية أو البلازما أو الليزر أو حزم الإلكترون.
التماس على أنبوب فولاذي ، مصنوع في بيئة غاز خامل مع قطب كهربائي من التنجستن (العنصر النشط في اللحام بالقوس الكهربائي) ، قوي ومتين للغاية. ومع ذلك ، تستغرق المعالجة وقتًا طويلاً. يتم إجراء لحام الأنابيب بتيارات الحث عالية التردد أسرع بنحو 20 مرة ، وبالتالي فإن سعر هذه المنتجات دائمًا ما يكون أقل من ذلك بكثير
بعد كل عمليات التلاعب ، تتم معايرة الأنبوب الفولاذي المستدير في البكرات ويتم إجراء تحكم دقيق غير مدمر لقوة وسلامة التماس بواسطة الموجات فوق الصوتية أو التيارات الدوامة. إذا لم يتم العثور على أخطاء أثناء عملية الاختبار ، يتم قطع قطعة العمل إلى أجزاء من الطول المخطط لها وإرسالها إلى المستودع.
إنتاج أنواع اللحام الحلزوني الكهربائي
يتبع إنتاج أنابيب التماس اللولبية الفولاذية نفس مبدأ أنابيب التماس المستقيم ، حيث يتم استخدام آليات أبسط فقط لتصنيع المنتجات. يتمثل الاختلاف الرئيسي في أن الشريط الفولاذي المقطوع يتم لفه بمساعدة بكرات ليس كأنبوب ، بل كحلزوني. هذا يضمن دقة اتصال عالية في جميع المراحل.
على الأنابيب ذات التماس اللولبي ، في حالة الطوارئ ، لا يتشكل صدع طولي رئيسي ، والذي يعتبره الخبراء أخطر تشوه لأي نظام اتصالات
يعتبر التماس اللولبي أكثر موثوقية ويعطي الأنبوب قوة شد متزايدة. تشمل العيوب زيادة طول التماس ، مما يتطلب تكاليف إضافية لمستهلكات اللحام والمزيد من الوقت للاتصال.
إنتاج منتجات غير ملحومة مشكلة على الساخن
يستخدم الفراغ لإنشاء أنبوب فولاذي غير ملحوم (مسحوب بصلابة) عن طريق تشوه ساخن ، يتم استخدام قضيب أسطواني متآلف.
يتم تسخينها على درجة حرارة عالية في فرن صناعي ويتم دفعها من خلال مكبس ثقب. تحول الوحدة المنتج إلى غلاف (أسطوانة مجوفة) ، وتعطي المعالجة اللاحقة بعدة بكرات للعنصر سمك الجدار المطلوب والقطر المناسب.






تصل سماكة جدار مادة الأنبوب المصنوعة من الفولاذ الناتج عن التشوه الساخن إلى 75 مم. يتم استخدام أنابيب بهذه الجودة في ظروف التشغيل الصعبة وفي أنظمة الاتصالات حيث تكون القوة والموثوقية هي الأولوية الرئيسية.
في المرحلة الأخيرة ، يتم تبريد الأنبوب الفولاذي الساخن ، وقطعه وفقًا للمعايير المحددة ونقله إلى مستودع المنتج النهائي.
ملامح إنتاج الأنابيب الباردة
المرحلة الأولى من عملية تصنيع الأنابيب الفولاذية غير الملحومة عن طريق التشوه البارد مماثلة للنسخة "الساخنة". ومع ذلك ، بعد المرور عبر طاحونة التثقيب ، يتم تبريد الغلاف على الفور ويتم تنفيذ جميع العمليات الأخرى في بيئة باردة.
عندما يتم تشكيل الأنبوب بالكامل ، يجب أن يتم تلدينه ، وتسخينه أولاً إلى درجة حرارة إعادة بلورة الفولاذ ، ثم تبريده مرة أخرى. بعد هذه الإجراءات ، تزداد لزوجة الهيكل ، والضغوط الداخلية التي تنشأ حتمًا أثناء التشوه البارد تترك المعدن نفسه.
يمكن استخدام الأنابيب الفولاذية المشكلة على البارد لوضع نظام اتصالات موثوق للغاية ، حيث يتم تقليل مخاطر التسرب إلى الحد الأدنى.
يوجد الآن في السوق أنابيب غير ملحومة مدلفنة على البارد بسمك جدار من 0.3 إلى 24 مم وقطر 5 - 250 مم. تشمل مزاياها مستوى عالٍ من الضيق والقدرة على تحمل الضغط العالي.
نظرة عامة على المنتجات من الشركات المصنعة الرائدة
من بين مجموعة المنتجات المعروضة ، هناك علامات تجارية مرموقة تتمتع بسمعة إيجابية طويلة الأجل. وتشمل هذه المنتجات من الشركات: Hobas (سويسرا) ، Glass Composite (روسيا) ، Amiantit (مصدر قلق من المملكة العربية السعودية مع مرافق إنتاج في ألمانيا ، إسبانيا ، بولندا) ، Ameron International (الولايات المتحدة الأمريكية).
الشركات المصنعة الشابة والواعدة لأنابيب الألياف الزجاجية المركبة: Poliek (روسيا) ، Arpipe (روسيا) ومصنع أنابيب الألياف الزجاجية (روسيا).
الشركة المصنعة رقم 1 - ماركة HOBAS
تقع مصانع العلامة التجارية في الولايات المتحدة الأمريكية والعديد من الدول الأوروبية. حازت منتجات مجموعة Hobas على تقدير عالمي لجودتها الممتازة. أنابيب GRT المرتبطة بالبوليستر مصبوبة من الألياف الزجاجية وراتنجات البوليستر غير المشبعة.

تستخدم أنظمة أنابيب Hobas على نطاق واسع في أنظمة الصرف الصحي والصرف الصحي والمياه وخطوط الأنابيب الصناعية ومحطات الطاقة الكهرومائية. من المقبول وضع السطح والنفق الدقيق والسحب
خصائص أنابيب Hobas المركبة:
- قطر - 150-2900 مم ؛
- فئة SN- صلابة - 630-10000 ؛
- مستوى ضغط PN - 1-25 (PN1 - خط أنابيب بدون ضغط) ؛
- وجود طلاء مضاد للتآكل البطانة الداخلية ؛
- مقاومة الأحماض على مدى واسع من الأس الهيدروجيني.
تم البدء في إنتاج التركيبات: الأكواع ، والمحولات ، والأنابيب ذات الحواف ، والمحملات.
الشركة المصنعة رقم 2 - شركة الزجاج المركب
أنشأت شركة Steklokompozit خطًا لإنتاج أنابيب الألياف الزجاجية Flowtech ، وتقنية الإنتاج هي اللف المستمر.
المعدات المعنية بإمداد مزدوج من المواد الراتنجية. يتم تطبيق راتنجات عالية التقنية على وضع الطبقة الداخلية ، وتركيب أرخص - على الطبقة الهيكلية. تسمح هذه التقنية بترشيد استهلاك المواد وتقليل تكلفة المنتجات.
نطاق أنابيب Flowtech 300-3000 مم ، فئة PN هو 1-32. لقطات قياسية - 6 ، 12 مترًا ، ويمكن الإنتاج في نطاق 0.3-21 مترًا حسب الطلب
الشركة المصنعة رقم 3 - ماركة أميانتيت
المكونات الرئيسية لأنابيب Flowtite من أميانتيت هي الألياف الزجاجية وراتنج البوليستر والرمل. التقنية المستخدمة هي اللف المستمر ، والذي يضمن إنشاء خط أنابيب متعدد الطبقات.
يتكون هيكل الألياف الزجاجية من ست طبقات:
- اللف الخارجي للشريط غير المنسوج ؛
- طبقة الطاقة - الألياف الزجاجية المفروم + الراتنج ؛
- الطبقة الوسطى - الألياف الزجاجية + الرمل + راتنجات البوليستر ؛
- طبقة الطاقة المتكررة
- تبطين خيوط الزجاج والراتنج.
- طلاء واقي مصنوع من ألياف زجاجية غير منسوجة.
أظهرت الدراسات التي تم إجراؤها مقاومة عالية للتآكل - بالنسبة لـ 100 ألف دورة من معالجة الحصى ، بلغ فقدان الطبقة الواقية 0.34 مم.

فئة القوة لمنتجات Flowtite هي 2500 - 10000 ، ويمكن تصنيع أنابيب SN-30000 عند الطلب. ضغط التشغيل - 1-32 جوًا ، الحد الأقصى لمعدل التدفق - 3 م / ث (للمياه النظيفة - 4 م / ث)
الشركة المصنعة رقم 4 - شركة Poliek
تنتج Poliek LLC تعديلات مختلفة لمنتجات أنابيب Fpipes المصنوعة من الألياف الزجاجية. تتيح لك تقنية التصنيع (اللف الطولي العرضي المائل المستمر) إنشاء أنابيب من ثلاث طبقات يصل قطرها إلى 130 سم.
تشارك مواد البوليمر المركبة في إنشاء أنابيب التغليف وأقسام أعمدة رفع المياه وأنابيب إمداد المياه وأنظمة التدفئة.
 نطاق أنابيب الألياف الزجاجية للصرف الصحي - 62.5-300 مم ، منتجات الضغط العالي - 62.5-200 مم ، قنوات التهوية - 200-300 مم ، غلاف البئر - 70-200 مم
نطاق أنابيب الألياف الزجاجية للصرف الصحي - 62.5-300 مم ، منتجات الضغط العالي - 62.5-200 مم ، قنوات التهوية - 200-300 مم ، غلاف البئر - 70-200 مم
إلا أنابيب من الألياف الزجاجية هناك العديد من المنتجات في السوق مصنوعة من مواد أخرى - الصلب والنحاس والبولي بروبيلين والبلاستيك المعدني والبولي إيثيلين ، إلخ. والتي ، نظرًا لأسعارها المعقولة ، تُستخدم بنشاط في مختلف مجالات الاستخدام المنزلي - تركيب أنظمة التدفئة ، وإمدادات المياه ، والصرف الصحي ، والتهوية ، إلخ.





يمكنك التعرف على خصائص الأنابيب المصنوعة من مواد مختلفة في مقالاتنا التالية:
- الأنابيب المعدنية والبلاستيكية: الأنواع والخصائص التقنية وخصائص التركيب
- أنابيب ووصلات البولي بروبلين: أنواع منتجات PP لتجميع خطوط الأنابيب وطرق التوصيل
- أنابيب التهوية البلاستيكية للعادم: الأنواع وخصائصها والتطبيقات
- الأنابيب والتجهيزات النحاسية: الأنواع ، والعلامات ، وميزات ترتيب خط الأنابيب النحاسي
- الأنابيب الفولاذية: الأنواع ، والتشكيلة ، ونظرة عامة على الخصائص التقنية والفروق الدقيقة في التركيب
أنبوب مستطيل
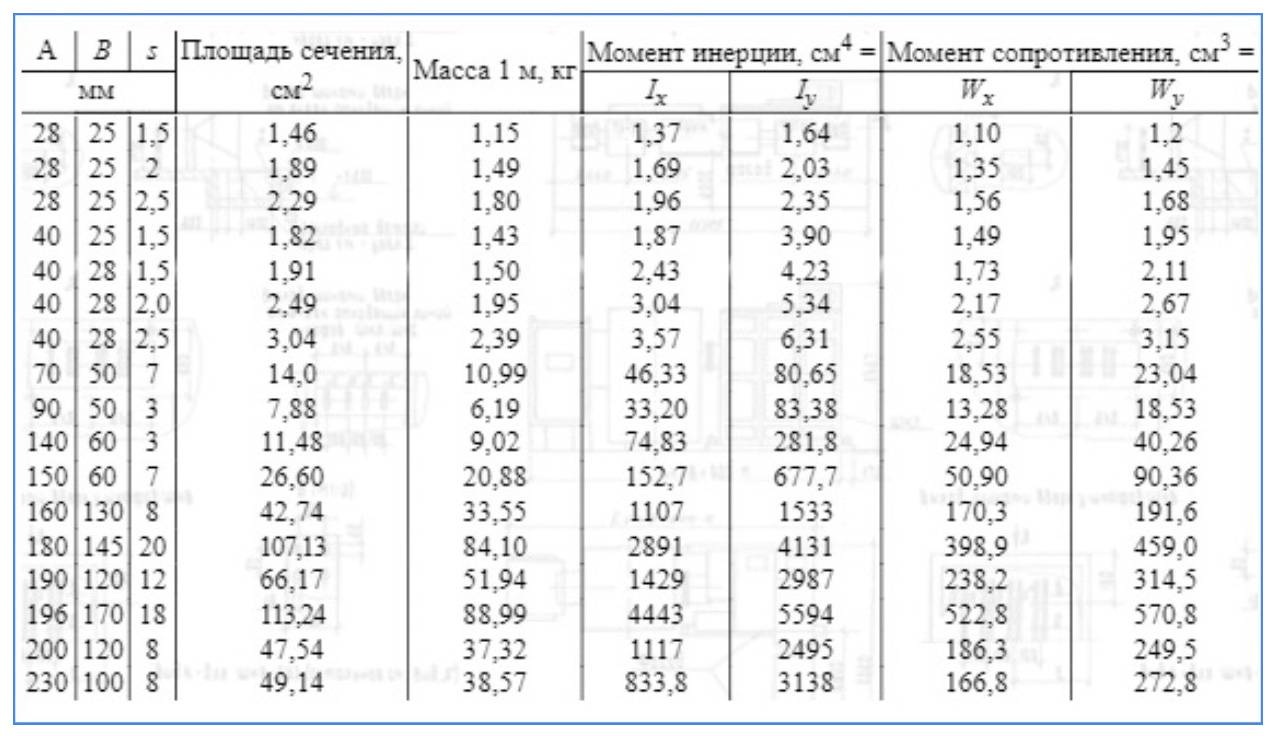
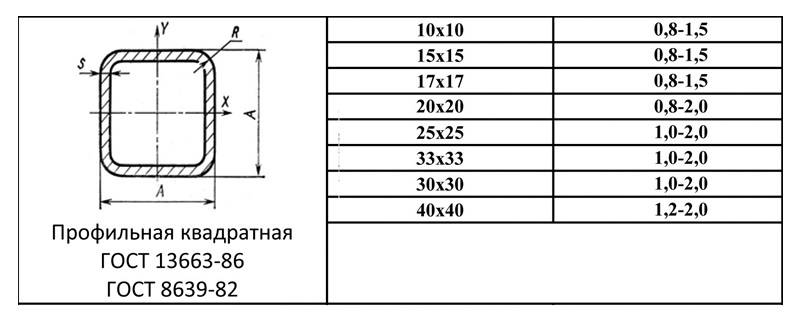
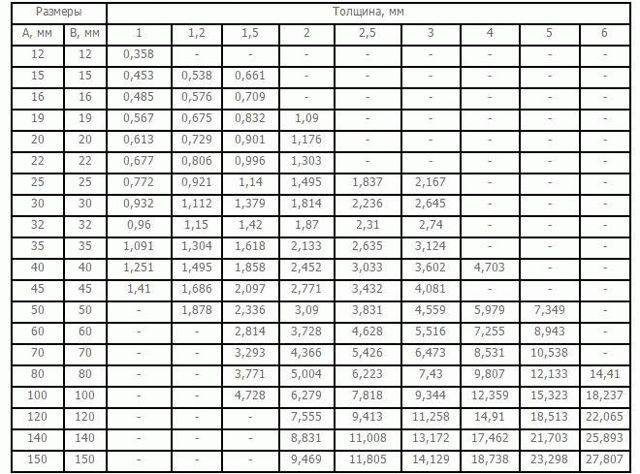
يتم إنتاج معظم الأنابيب الفولاذية المستطيلة عن طريق اللحام الكهربائي المباشر. يشار إلى مجموعة متنوعة من هذا النوع من المواد في GOST 8645-82 ، والتي بموجبها يتم تحديد الحد الأقصى لسمك الجدار للأنابيب ذات الحجم المعين. على سبيل المثال ، بالنسبة لمنتج بجوانب 15 و 10 ملم ، يُسمح بسماكة جدار 1 مم و 1.5 مم و 2 مم.

بالنسبة للأنبوب بحجم 80 * 60 مم ، يمكن أن يبلغ سمك الجدران 3.5 مم و 4 مم و 5 مم و 6 مم و 7 مم.يمكن أن تكون أبعاد الأنبوب المستطيل القياسي 180 * 150 مم. باستخدام هذه المعلمات ، يُسمح بإنتاج منتجات بسمك جدار 8 مم ، 9 مم ، 10 مم ، 12 مم.
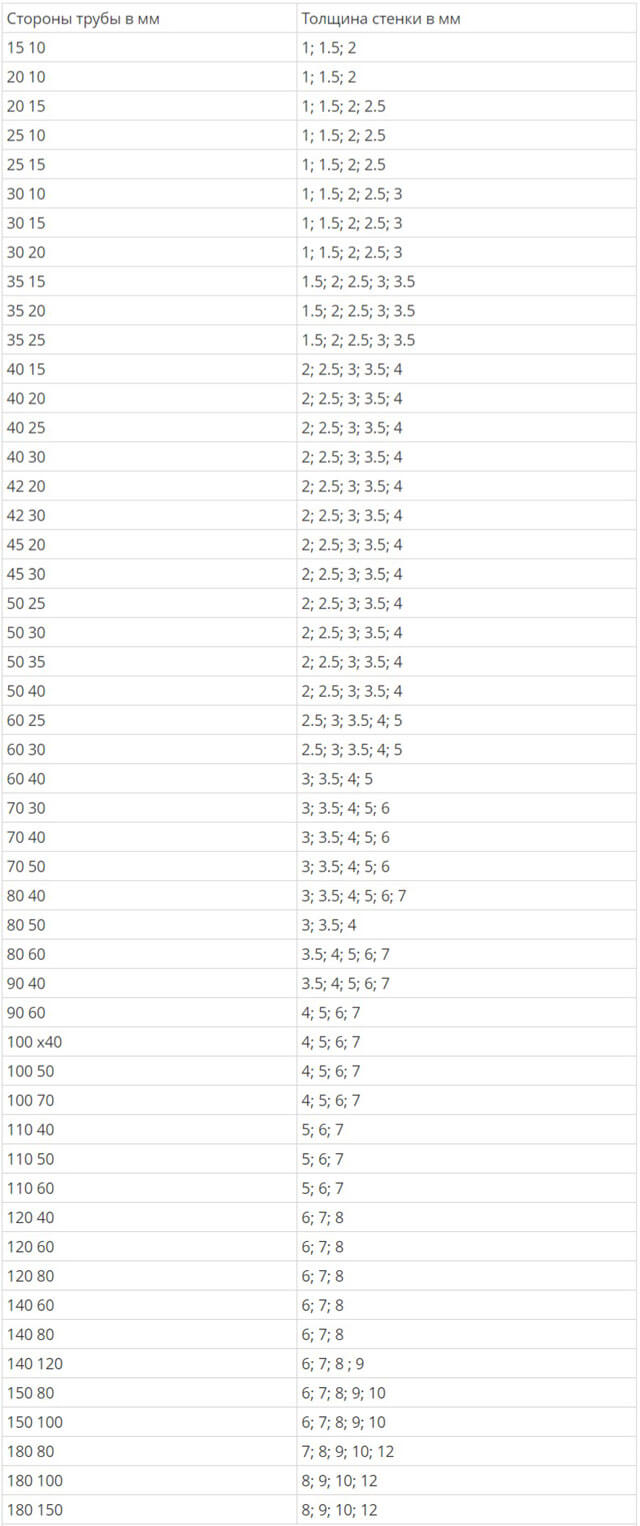
يسمح GOST 8645-82 بتصنيع أنابيب فولاذية بأحجام غير قياسية ، على سبيل المثال ، 28 * 25 مم أو 196 * 170 مم. سمك جدار هذه المنتجات له أيضًا انحرافات ، على التوالي 1.5 مم و 18 مم.

تحتوي الوثيقة التكميلية 8645-68 على معلومات حول قائمة مختلفة من الأنابيب الفولاذية المستطيلة. لا توجد فروق خاصة بين الوثائق التنظيمية. ومع ذلك ، فإن المعيار الثاني يحدد معلمات خاصة. إنها تسمح بإنتاج منتجات فولاذية ذات مقطع مستطيل ، بمعلمات 230 * 100 ملم.
استنتاج
ستساعدك الأوصاف التفصيلية لمجموعة متنوعة من الأنابيب والوثائق التي تنظم إنتاجها على الاختيار الصحيح لمواد البناء وتحديد الأبعاد الصحيحة. بناء سعيد!



