
- ما هي الآلة المناسبة لحام الأنابيب؟
- تطور حمر مولتيارك -250
- المعدات والأدوات اللازمة
- 4 الإطار التنظيمي للحام التناكبي
- مصنعي آلات اللحام بالصهر الكهربائي اليدوية
- ما هي المعدات الموجودة؟
- وحدة اللحام الميكانيكي
- ماكينة لحام يدوية (حديد)
- الخصائص
- أنواع
- معايير اختيار أداة اللحام
- 5 ELITECH SPT 800
- الشركات المصنعة لآلات اللحام لأنابيب البولي بروبلين ، لمحة موجزة عن النماذج.
- طريقة اللحام بعقب
- أنواع الأجهزة
- يدوي
- ميكانيكي
- هيدروليكي
- معدات الصهر الكهربائي
- كيف تختار الجهاز المناسب؟
- جهاز يدوي
- ميكانيكي
- استنتاجات وفيديو مفيد حول الموضوع
ما هي الآلة المناسبة لحام الأنابيب؟
بإيجاز ، فيما يلي قائمة بالمتطلبات الخاصة بمعدات لحام الأنابيب:
- أوضاع اللحام: MIG / MAG ؛ مجلس العمل المتحد TIG
- تيار اللحام: في المدى من 20 إلى 250 أمبير (MMA) ؛ من 20 إلى 250 أمبير (ميغابيكاسول) ؛ 20 إلى 200 (TIG) ؛
- قطر السلك: 0.6 إلى 1.2 مم ؛
- قطر القطب: يصل إلى 1.5 إلى 5 مم ؛
- الجهد: 220 فولت / 380 فولت ؛
- نجاعة: 70-90٪ ؛
- الوزن: 15-20 كغ.
يتم استيفاء هذه المتطلبات بالكامل بواسطة آلة اللحام HAMER MULTIARC-250 Evolution
تطور حمر مولتيارك -250
-
- تيار اللحام 20-250 أمبير (MMA) ؛ 15-60 أمبير (قطع) ؛ 20-200 أ (TIG) ؛
- نوع اللحام MMA / CUT / TIG ؛
- الجهد 220 فولت / 50 هرتز ؛
- مدة التحميل في وضع MMA 250 A / 35٪ ؛ 118.5 أ / 100٪ ؛
- مدة التحميل في وضع CUT 60 أمبير / 35٪ ؛ 29.6 أمبير / 100٪ ؛
- مدة التحميل في وضع TIG 200 أمبير / 35٪ ؛ 118.5 أ / 100٪ ؛
- كفاءة 85٪؛
- الوزن 15 كجم
- مناسب للتشغيل بجهد رئيسي غير مستقر (جراجات ، مزارع ، ريف ، إلخ)
HAMER MULTIARC-250 Evolution هي آلة لحام متعددة الوظائف تعمل في أوضاع MMA و TIG و CUT. يؤدي الجمع بين عدة أوضاع إلى توسيع قائمة عمليات اللحام بشكل كبير ، مما يتيح لك العمل مع أنواع مختلفة من المعادن. هذا يجعل HAMER MULTIARC-250 Evolution مساعدًا لا غنى عنه في الإنتاج ، ولا سيما لإصلاحات اللحام ، والتحضير لتركيب وتركيب الأنابيب.
احصل على 90 روبل كهدية!

المعدات والأدوات اللازمة
بالنسبة لأنابيب اللحام البلاستيكية ، من الملائم استخدام مكاوي لحام على شكل سيف مع فوهات قابلة للإزالة. عنصر التسخين في لحام الأنابيب عبارة عن منصة مسطحة تسمى مكواة ، بها فتحات لربط فوهات التسخين.
يجب أن تحتوي آلة لحام الأنابيب البلاستيكية على جهاز تحكم في درجة الحرارة ، وضوء مؤشر للتدفئة. بالإضافة إلى معدات اللحام ، هناك حاجة إلى أدوات لقطع الفراغات وإزالة طبقة الرقائق. قطع المنتجات البلاستيكية المدلفنة بأي طريقة مريحة:
- قطع الأنابيب ، على غرار قواطع الأسلاك ؛
- مقص للمعادن
- منشارا بشفرة ضيقة.
تستخدم الملفات الدقيقة أو ورق الصنفرة لتنظيف الجروح وإزالة الترهل. لقطع عناصر خطوط الأنابيب قبل اللحام ، تحتاج إلى إعداد مسطرة أو مربع أو قلم أو قلم تحديد.
4 الإطار التنظيمي للحام التناكبي
كما يتضح من ، كان هناك ارتباك كبير في روسيا حتى وقت قريب مع تقنية اللحام التناكبي ، حيث أعطت العديد من الوثائق التنظيمية الحالية تفسيرها الخاص ، وبالتالي فضل معظم عمال اللحام الوثوق في تقنية DVS الألمانية النحيلة. ولم يتم تحديد متطلبات معدات اللحام التناكبي في روسيا بأي معيار على الإطلاق.
منذ بداية عام 2013 ، دخلت وثيقتان تنظيميتان حيز التنفيذ في الاتحاد الروسي في وقت واحد:
- GOST R 55276 - لتقنية اللحام التناكبي لأنابيب PE أثناء تركيب أنابيب المياه والغاز ، بناءً على ترجمة المعيار الدولي ISO 21307 ؛
- GOST R ISO 12176-1 - لمعدات اللحام التناكبي ، بناءً على ترجمة المعيار الدولي ISO 12176-1.
كان اعتماد GOST للمعدات مفيدًا بالتأكيد. لسوء الحظ ، هذا لا يعني أنه تم التخلص على الفور من معظم المعدات المستوردة منخفضة الجودة. ولكن ، على أي حال ، يضطر عدد قليل من مصنعي المعدات الروس الآن إلى العمل على الجودة ، وقد تلقى المستهلك تلميحًا حول تقييم جودة المعدات المشتراة.
جلبت GOST على تقنية اللحام التناكبي ترتيبًا نسبيًا. على أي حال ، أدى ذلك إلى توحيد تقنية اللحام التناكبي لأنابيب PE على أراضي الاتحاد الروسي. لكن المشاكل ظلت.
مهم! GOST R 55276 ، جنبًا إلى جنب مع وضع اللحام بالضغط المنخفض التقليدي (على غرار DVS 2207-1 والمعايير الروسية القديمة) ، أقر وضع اللحام بالضغط العالي لأنابيب البولي إيثيلين ، والذي كان يستخدم في السابق فقط في الولايات المتحدة الأمريكية. يفرض هذا الوضع متطلبات متزايدة على المعدات ، ولكنه يمكن أن يقلل بشكل كبير من وقت دورة اللحام.
مهم! لا يكاد GOST R 55276 مناسبًا للاستخدام المباشر في موقع البناء ، نظرًا لأنه لا يركز على عامل اللحام ، ولكن على مطور مخطط تكنولوجي لحام أنابيب البولي إيثيلين. مهم! لم تحل GOST R 55276 مشكلة القيود التي عانت منها المعايير الروسية القديمة وحتى يومنا هذا تعاني جميع المعايير الأجنبية
أولاً ، يتراوح نطاق درجة حرارة الهواء المسموح به من +5 إلى + 45 درجة مئوية ، بينما يضطر جزء كبير من أراضي الاتحاد الروسي لبدء اللحام عندما تتجمد المستنقعات. ثانيًا ، يبلغ الحد الأقصى لسمك جدار الأنابيب 70 ملم ، في حين أن سمك جدار الأنابيب المنتجة فعليًا قد تجاوز 90 ملم منذ فترة طويلة. وثالثًا ، مادة الأنبوب عبارة عن مادة البولي إيثيلين التقليدية ذات الضغط المنخفض (HDPE) مع معدل تدفق ذوبان لا يقل عن 0.2 جم / 10 دقيقة (عند 190/5) ، بينما تم استخدام الدرجات غير المتدفقة من البولي إيثيلين منذ فترة طويلة للإنتاج للأنابيب ذات القطر الكبير ذات الضغط المتوسط مع MFI أقل من 0.1 جم / 10 دقيقة (عند 190/5). لظروف خارج الحدود المثبتة لدرجة حرارة الهواء وسماكة الجدار ، قامت بعض الشركات المصنعة بحساب تقنية لحام أنابيب البولي إيثيلين عن طريق استقراء اللوائح الحالية ، ولكن لم يتم التحقق من هذه التقنية النظرية من خلال الاختبارات طويلة الأجل. بالنسبة للدرجات غير المتدفقة من البولي إيثيلين ، لا توجد تقنية لحام الأنابيب ، حتى من الناحية النظرية. نتيجة لذلك ، يتم إجراء حوالي 80٪ من جميع عمليات اللحام في روسيا في ظل ظروف تتجاوز حدود التكنولوجيا التي أثبتت جدواها!
مهم! لم تحل GOST R 55276 مشكلة القيود التي عانت منها المعايير الروسية القديمة وحتى يومنا هذا تعاني جميع المعايير الأجنبية.أولاً ، يتراوح نطاق درجة حرارة الهواء المسموح به من +5 إلى +45 درجة مئوية ، بينما يضطر جزء كبير من أراضي الاتحاد الروسي لبدء اللحام عندما تتجمد المستنقعات
ثانيًا ، يبلغ الحد الأقصى لسمك جدار الأنابيب 70 ملم ، في حين أن سمك جدار الأنابيب المنتجة فعليًا قد تجاوز 90 ملم منذ فترة طويلة. وثالثًا ، مادة الأنبوب عبارة عن مادة البولي إيثيلين التقليدية ذات الضغط المنخفض (HDPE) مع معدل تدفق ذوبان لا يقل عن 0.2 جم / 10 دقيقة (عند 190/5) ، بينما تم استخدام الدرجات غير المتدفقة من البولي إيثيلين منذ فترة طويلة للإنتاج للأنابيب ذات القطر الكبير ذات الضغط المتوسط مع MFI أقل من 0.1 جم / 10 دقيقة (عند 190/5). لظروف خارج الحدود المثبتة لدرجة حرارة الهواء وسماكة الجدار ، قامت بعض الشركات المصنعة بحساب تقنية لحام أنابيب البولي إيثيلين عن طريق استقراء اللوائح الحالية ، ولكن لم يتم التحقق من هذه التقنية النظرية من خلال الاختبارات طويلة الأجل. بالنسبة للدرجات غير المتدفقة من البولي إيثيلين ، لا توجد تقنية لحام الأنابيب ، حتى من الناحية النظرية. نتيجة لذلك ، يتم إجراء حوالي 80٪ من جميع عمليات اللحام في روسيا في ظل ظروف تتجاوز حدود التكنولوجيا التي أثبتت جدواها!









سابق
2
مسار.
مصنعي آلات اللحام بالصهر الكهربائي اليدوية
في سوق اللحام ماكينات لحام أنابيب HDPE هي المنتجات الأكثر طلبًا من الشركات المصنعة التالية:
- روثنبيرجر. تأسست هذه الشركة في ألمانيا عام 1949. على مدار السنوات الماضية ، تمكنت الشركة من تحقيق نجاح كبير للغاية ، حيث أصبحت واحدة من الشركات المصنعة الرائدة لآلات اللحام. تتميز المنتجات المصنعة تحت العلامة التجارية Rothenberger بأعلى جودة ممكنة وأعلى درجة من الموثوقية.
- ريتمو. تأسست شركة Ritmo الإيطالية عام 1979.اليوم تنتمي إلى فئة الشركات الرائدة العاملة في معالجة البوليمرات ومنتجات البوليمر. تتبع Ritmo باستمرار في أنشطتها أحدث المعايير وأكثرها صرامة. أعمال الشركة على مستوى عالٍ للغاية ، ويمكن قول الشيء نفسه عن المنتجات - تتميز منتجات Ritmo بالتنوع والتنوع والجودة الأعلى.
- ديترون. على خلفية نظائرها الأقدم ، لا يبدو أن منتجات الشركة التشيكية DYTRON ، التي تأسست عام 1992 ، ليست ذات جودة كافية - كل شيء على ما يرام مع ذلك. نطاق المنتجات واسع بشكل غير عادي - تنتج الشركة معدات يدوية وآلية تسمح لك بتوصيل أنابيب HDPE. بالإضافة إلى ذلك ، تتوسع نطاقات الطراز باستمرار وتستكمل ، لذا فإن العثور على معدات جيدة في منصات هذه العلامة التجارية لن يكون مشكلة. وتجدر الإشارة أيضًا إلى توافق الأجهزة التي تم إصدارها مع أحدث المتطلبات.
استنتاج
عند اختيار جهاز لحام أنابيب HDPE ، من الضروري البناء على المتطلبات بسبب موقف معين. سيسمح لك الاختيار المناسب للمعدات بإنشاء اتصال موثوق ومحكم يمكن أن يستمر حتى الأنابيب الصلبة.
ما هي المعدات الموجودة؟
وفقًا لتصميمها ، فإن آلة اللحام عبارة عن جهاز يتم فيه تسخين أقسام الأنابيب ، مما يجعل من الممكن الحصول على اتصال دائم. لا داعي لتوضيح أن المعدات المستخدمة في لحام الأنابيب البلاستيكية سيكون لها تصميم مختلف عن آلة لحام الأنابيب المعدنية.
حتى الآن ، في هناك نوعان من الأجهزة المتوفرة في السوق المستخدمة في لحام أنابيب البولي بروبلين:
- جهاز ميكانيكي للحام
- آلة لحام يدوية.
يجدر التفكير في استخدام الأول في الحالات التي يكون فيها من الضروري الجمع بين الوصلات ، أو بذل الكثير من الجهد لذلك ، أو نشأت مهمة تثبيت الأنابيب ذات القطر الكبير إلى حد ما.
ستكون آلة لحام الأنابيب البلاستيكية اليدوية هي الخيار الأفضل عندما يتم التخطيط لتجميع خط الأنابيب من تلقاء نفسها ومن المخطط استخدام الأنابيب التي تختلف في قطرها للعمل.
وحدة اللحام الميكانيكي
 من حيث التصميم ، يتم تصنيع جهاز ميكانيكي لأنابيب اللحام المصنوعة من مادة البولي بروبيلين على شكل إطار دعم ، حيث توجد وحدة أداة ووحدة هيدروليكية. توجد على الجانبين الأيمن والأيسر مقابض ، لكل منها زوج من الحلقات النصفية. يتم فصل المقابض بواسطة إدخالات للمساعدة في موازنة الضغط والمركز. من حيث قطرها الداخلي ، فهي لا تختلف عن الأنابيب التي تعمل بها.
من حيث التصميم ، يتم تصنيع جهاز ميكانيكي لأنابيب اللحام المصنوعة من مادة البولي بروبيلين على شكل إطار دعم ، حيث توجد وحدة أداة ووحدة هيدروليكية. توجد على الجانبين الأيمن والأيسر مقابض ، لكل منها زوج من الحلقات النصفية. يتم فصل المقابض بواسطة إدخالات للمساعدة في موازنة الضغط والمركز. من حيث قطرها الداخلي ، فهي لا تختلف عن الأنابيب التي تعمل بها.
يوجد في تصميم الجهاز ماكينة حلاقة كهربائية ، والغرض الرئيسي منها هو محاذاة أطراف الأنابيب. هذا الجهاز عبارة عن قرص دوار مزود بسكاكين على الوجهين ، وله أيضًا آلية قفل تضمن التشغيل الآمن. عنصر التسخين الرئيسي للعمل هو قرص فولاذي بطبقة غير لاصقة تحتوي على عناصر تسخين بالداخل. غالبًا ما يحتوي تصميم العديد من طرز هذه الأجهزة على أجهزة تحكم في درجة الحرارة وأجهزة استشعار للتحكم في درجة الحرارة.
ماكينة لحام يدوية (حديد)
بالنظر إلى أنه من غير المحتمل أن يكون لدى المستهلك العادي مهمة تركيب شبكات طويلة ، فلا ينبغي له شراء جهاز لحام ضخم.
عادة ما يستخدم معظم المستهلكين جهازًا مثل مكواة اللحام لتجميع الأنابيب. إذا قمنا بتقييمه من خلال تصميمه وميزاته قيد التشغيل ، فإنه في هذا الصدد يختلف قليلاً عن الأجهزة المنزلية التقليدية. من بين ميزاته ، يمكن تمييز تصميم مختلف فقط.
العناصر الرئيسية لتصميمها هي لوحة التسخين ، وثرموستات ومقبض مريح. إذا نظرت عن كثب ، يمكنك أن تجد فتحتين في لوحة التسخين ، وهما ضروريان لربط عناصر اللحام المقترنة التي تختلف في قطرها. تتميز ، أولاً وقبل كل شيء ، بوجود طلاء تفلون ، بفضله لا يلتصق البلاستيك بسطح ساخن.
الخصائص
عند اختيار آلة لأنابيب اللحام من PE ، يجب أن تفهم بوضوح نوع العمل الذي سيتم إنجازه بها. ستعتمد ميزات المعدات المطلوبة إلى حد كبير على طريقة اللحام التي تخطط لاستخدامها في أغلب الأحيان.
هناك أربع طرق رئيسية لحام منتجات البولي إيثيلين.
- اللحام التناكبي - هذه الطريقة هي الأكثر شيوعًا ، وتستند إلى توصيل أطراف الأنابيب المسخنة ببعضها البعض أو بالتجهيزات باستخدام مرآة لحام خاصة. يسمح لك التوصيل بعقب بالحصول على مفصل عالي الجودة إلى حد ما وبسعر مناسب للمعدات ، لكن الطريقة غير مناسبة لربط المنتجات التي يقل سمك جدارها عن 4.5 مم.يتطلب استخدام اللحام التناكبي تنظيفًا شاملاً للأسطح المراد ربطها ، ودقة قصوى في تقليم المنتجات وتطبيق الضغط الصحيح على الأنابيب أثناء توصيلها.
- يعتبر إرساء الأنابيب في المقبس (أو طريقة التوصيل) طريقة موثوقة ولكنها أقل شيوعًا وأكثر تكلفة بناءً على توصيل المنتجات من خلال أداة توصيل خاصة. هناك أيضًا خيارات لتوصيل أنبوبين بأقطار مختلفة ببعضهما البعض مباشرة. لا يتم استخدام هذه الطريقة لوضع خطوط الأنابيب في الهواء الطلق.
- لحام الأنابيب بالصهر الكهربائي (أو الثرمستور) - تشبه هذه الطريقة الانضمام إلى المقبس ، لكن أداة التوصيل المستخدمة فيها تحتوي على عنصر تسخين معدني ، مما يساهم في تسخين أكثر اتساقًا للمنتجات المتصلة والاقتران الكهربائي. يحتوي كل قابض كهربائي على رمز شريطي خاص يشفر معلمات التيار الكهربائي اللازمة لهذا القابض ، لذلك غالبًا ما تكون الأجهزة من هذا النوع مزودة بماسح ضوئي للرموز الشريطية. تعتبر طريقة الثرمستور أكثر موثوقية (وأكثر تكلفة) من طريقة الاقتران ، لذلك فهي تستخدم بشكل أساسي في الحالات التي يكون فيها من الضروري توفير اتصال ثابت للغاية (على سبيل المثال ، عند وضع خطوط الأنابيب في مناطق الزلازل المتكررة). تستخدم هذه الطريقة لربط الأنابيب التي يبلغ قطرها 20 مم أو أكثر بأي سمك للجدار ، ومتطلبات دقة الاحتفاظ بالمعلمات التكنولوجية فيها أقل بكثير من اللحام التناكبي.
- اللحام بالبثق هو طريقة مشابهة للحام الكهربائي ، حيث يتم تغذية البولي إيثيلين المسخن من خلال آلة بثق خاصة في منطقة اللحام ، لتشكيل وصلة بين الأنابيب.عادة لا تتجاوز قوة الوصلة الناتجة 80٪ من قوة البولي إيثيلين ، لذلك تستخدم طريقة البثق عادة بشكل أساسي لربط الأنابيب بمنتجات بلاستيكية أخرى وتركيب الأنابيب بقطر 630 مم أو أكثر في الأماكن غير المحتملة أن يتعرض لأحمال عالية.


أنواع
تتكون جميع أجهزة اللحام بالبولي إيثيلين من أربع وحدات رئيسية - مولد (يعمل عادةً على مبدأ العاكس مع محول أو مصدر طاقة تبديل) ، ووحدة التحكم في الطاقة ، ووحدة التحكم في درجة الحرارة ، والوحدة التكنولوجية التي تتم فيها عملية الاتصال نفسها يحدث. يتم تنفيذ كل طريقة من طرق اللحام الأربعة التي تمت مناقشتها أعلاه باستخدام الأداة المناسبة.











يمكن تقسيم الآلات الموجودة لكل طريقة من الطرق الأربعة إلى 3 فئات وفقًا لدرجة الأتمتة.

يتم تقسيم الأجهزة شبه الأوتوماتيكية وفقًا لنوع المحرك المستخدم إلى ميكانيكي وهيدروليكي. في الأجهزة ذات المحرك الميكانيكي ، يتم إنشاء القوة اللازمة لتوسيط الأنابيب وإمساكها أثناء عملية اللحام بمساعدة المشغل ، وبالتالي يتم استخدامها فقط عند العمل مع الأنابيب التي يقل قطرها عن 160 مم. لا يتطلب المحرك الهيدروليكي استخدام القوة من المشغل ويستخدم في منتجات اللحام من أي قطر ، بما في ذلك المنتجات الأكبر من 160 مم.


من الخصائص المهمة الأخرى لآلة اللحام قطر الأنابيب التي يمكن توصيلها ، لأن الأحجام القياسية لأنابيب PE تتراوح من 16 إلى 1600 ملم. على سبيل المثال ، بالنسبة لأنابيب السباكة في الشقق ، عادةً ما يتم استخدام الأنابيب التي يبلغ قطرها من 20 إلى 32 مم ، ولكن لتركيب خطوط الأنابيب الرئيسية ، قد تكون هناك حاجة بالفعل إلى جهاز قادر على لحام الأنابيب بقطر 90/315 مم أو أكثر.
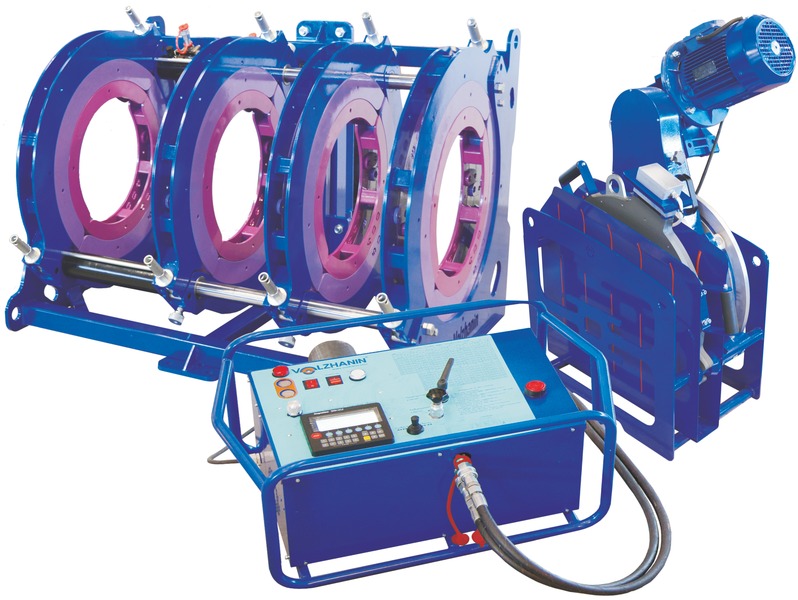
حاليًا ، الأجهزة الأكثر شيوعًا هي Georg Fischer (سويسرا) و Rothenberger (ألمانيا) و Advance Welding (بريطانيا العظمى) و Eurostandard و Technodue و Ritmo (إيطاليا) و Dytron (جمهورية التشيك) و KamiTech و Nowatech (بولندا). هناك أيضًا مصنعون روسيون لأجهزة لحام البولي إيثيلين ، على سبيل المثال ، مصنع Volzhanin ، الذي ينتج معدات لمنتجات اللحام التناكبي بقطر 40 إلى 1600 ملم وأجهزة الصهر الكهربائي القادرة على توصيل الأنابيب التي يصل قطرها إلى 1200 ملم.
معايير اختيار أداة اللحام
عند تحديد المشكلة مع الفئة المفضلة لمعدات اللحام ، من الضروري أولاً وقبل كل شيء الانتباه إلى نطاق العمل المخطط له. تعد المعلمات التالية ذات صلة كبيرة هنا:
- نطاق أقطار الأنبوب المطلوب العمل به.
- استهلاك الطاقة.
- جهاز الأسعار.
وتجدر الإشارة إلى أن هناك علاقة واضحة بين هذه المعايير. لذلك ، مع زيادة القطر الخارجي للأنبوب ، من الضروري مراعاة الموديلات ذات الطاقة الأعلى. من المقبول عمومًا أن يكون قطر مؤشر الطاقة ، ووحدته الواط ، 10 أضعاف القطر ، محسوبًا بالمليمترات. بمعنى آخر ، إذا كان من المفترض أن يتم لحام الأنابيب بقطر خارجي يبلغ 30 مم ، فيمكنك حصر نفسك في طراز يبلغ معدل قوته 300 واط. وتجدر الإشارة إلى أن الأرقام المقدمة ليست نهائية ودقيقة ، وبالتالي فإن الأخطاء في حدود 30٪ مسموح بها هنا.
لذلك ، إذا كان نموذج معدات اللحام يحتوي على استهلاك كبير للطاقة ، فإن هذا يسمح للمالك بلحام الأنابيب ذات القطر الأكبر.ومع ذلك ، فإن اقتناء هذه المعدات يتطلب نفقات كبيرة.
5 ELITECH SPT 800

معدات غنية الدولة: روسيا (أنتجت في الصين) متوسط السعر: 1638 روبل. التقييم (2019): 4.5









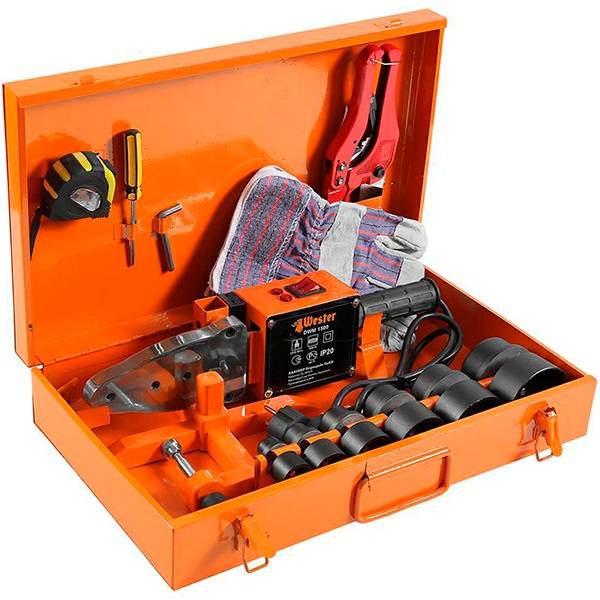
يمكن رؤية مكواة اللحام ذات الميزانية المحدودة لأنابيب البولي بروبلين ليس فقط في أيدي عمال التركيب المبتدئين ، ولكن أيضًا في أيدي المتخصصين. يمكن أن يعمل النموذج بستة أحجام أنابيب ، من 20 إلى 63 ملم. يلاحظ الخبراء فوهات عالية الجودة مغطاة بالتفلون. بفضل قوة السخان التي تبلغ 800 واط ، يمكن للجهاز أن يسخن بسرعة تصل إلى 300 درجة مئوية. يبرد المدفأة أيضًا بسرعة إلى حد ما. أكملت الشركة المصنعة منتجها بـ 6 فوهات ، وحامل ، وعلبة معدنية موثوقة ، ومجموعة من الأدوات (مفك البراغي ، مفتاح سداسي عشري).
تحليل آراء المستهلكين ، هناك العديد من مزايا وعيوب الجهاز. من ناحية أخرى ، يستحق النموذج الثناء على قوته ، وسرعة التسخين والتبريد ، وطبقات ناعمة ، وبأسعار في متناول الجميع. تأتي الشكاوى إلى الحامل غير المريح ، والحالة الرديئة ، وطلاء التفلون ذو الجودة الرديئة.
الشركات المصنعة لآلات اللحام لأنابيب البولي بروبلين ، لمحة موجزة عن النماذج.
عند اختيار أي معدات ، فإن أحد المعايير المحددة هو سمعة الشركة المصنعة. وعلى الرغم من أن آلات اللحام اليدوي لأنابيب البولي بروبلين لا يمكن تسميتها بالأجهزة المعقدة للغاية وذات التقنية العالية ، إلا أن هناك أيضًا سلطات معينة في هذا المجال.
لذلك ، يعتبر "رواد الموضة" في إنتاج هذه المعدات "Rothenberger" و "Valfex" و "Dytron" و "BRIMA" و "Gerat" و "KERN". أجهزة Elitech و Sturm و Caliber و Enkor و PATRIOT و Energomash و DeFort ليست أقل موثوقية ومطلوبة.الشيء الرئيسي هو أن المعدات المشتراة أصلية حقًا وليست مزيفة ومرفقة بضمان المصنع من الشركة المصنعة.
في الختام ، تقليديا ، مراجعة صغيرة للنماذج الشعبية ومتوسط مستوى السعر بالنسبة لهم.
| اسم النموذج ، التوضيح | وصف موجز للنموذج | متوسط مستوى السعر ، فرك. (أبريل 2016) |
|---|---|---|
"BRIMA TG-171" ، ألمانيا - الصين  | قوة 750 واط ، قطر اللحام - حتى 63 مم ، ترموستات كهروميكانيكي ، درجة حرارة تسخين - تصل إلى 300 درجة مئوية. وقت الإحماء - لا يزيد عن 15 دقيقة. تشتمل المجموعة على ستة أزواج من الفتحات من 20 إلى 63 ملم. | 3900 |
"ENCOR ASP-800" ، روسيا - الصين  | قوة 800 واط ، قطر اللحام - حتى 63 مم ، ترموستات كهروميكانيكي ، درجة حرارة تسخين - تصل إلى 300 درجة مئوية. حامل منصة مستقرة. تشتمل المجموعة على ستة أزواج من الفتحات من 20 إلى 63 مم مع طلاء تفلون. | 2200 |
Elitech SPT 1000 ، روسيا - الصين  | جهاز مع عنصر تسخين أسطواني. القوة - 1000 واط. قطر اللحام - من 16 إلى 32 مم. يتم تضمين مجموعة من الفوهات (4 أقطار) مع طلاء تفلون في التسليم. شكل مريح للجسم والمقبض ، مما يسمح لك بالعمل في أماكن يصعب الوصول إليها. ترموستات كهروميكانيكي. | 2700 |
"شتورم TW7219" ألمانيا - الصين  | نموذج عالي الطاقة - 1900 واط ، مع إمكانية تشغيل الطاقة الكاملة ونصف (عنصر تسخين واحد أو عنصرين). ستة أزواج من الأطراف المطلية بالتفلون. قطر اللحام الأقصى 62 مم. وقت التسخين - حوالي 12 دقيقة. حزمة توصيل ممتدة لا تتطلب شراء ملحقات إضافية. | 3300 |
Dytron Polys P-1a ، جمهورية التشيك  | معدات احترافية عالية الجودة. القوة - 650 واط. سخان أسطواني مع ترموستات شعري عالي الدقة.قطر اللحام يصل إلى 32 مم. أطراف من نوع الحذاء ذات 3 أقطار حاصلة على براءة اختراع ، ومغلفة بجودة عالية من التفلون الأزرق. ستة إعدادات لدرجة الحرارة. حماية تلقائية من السخونة الزائدة. الوزن - 1.3 كجم فقط ، مما يسهل العمل في الأماكن التي يصعب الوصول إليها. | 11200 في الحد الأدنى من التكوين - جهاز وحامل وثلاث فوهات. |
Rothenberger ROWELD P 40T ، ألمانيا  | القوة - 650 واط. قطر اللحام الأقصى 40 مم. سخان على شكل سيف مع إمكانية تركيب زوجين من شياق الجلبة. تتضمن المجموعة 4 أزواج من الفتحات من 20 إلى 40 مم ، طلاء تفلون عالي الجودة. ميزات هذا الجهاز - تم تصميم منظم الحرارة المدمج خصيصًا لأنابيب البولي بروبلين وهو مبرمج لصيانة عالية الدقة لدرجة حرارة ثابتة تبلغ 260 درجة مئوية. وزن الجهاز 2.8 كجم. | 14500 |
KERN Welder R63E ، ألمانيا  | نموذج احترافي. طاقة منخفضة نسبيًا ، 800 واط ، وفي نفس الوقت - إمكانية لحام أنابيب بقطر يصل إلى 63 مم. ستة أزواج من الأطراف المطلية بالتفلون متضمنة. تركيب إلكتروني عالي الدقة لدرجة الحرارة المحددة مع وحدة تحكم المعالج الدقيق ، شاشة رقمية. | 13500 |
في الختام - مقطع فيديو حول آلة لحام أخرى لأنابيب البولي بروبلين
طريقة اللحام بعقب
تتيح لك هذه الطريقة توصيل أنابيب البولي إيثيلين بلحام باستخدام معدات خاصة للحام التناكبي. اللحام (أو "الوصلة") يساوي مقاومة الشد لأنبوب البولي إيثيلين نفسه. عن طريق اللحام بأداة ساخنة ، يتم توصيل أنابيب PE بأقطار من 50 مم إلى 1600 مم. تم تصميم أوضاع اللحام التكنولوجية القياسية للتشغيل في درجة حرارة الهواء من -10 درجة مئوية إلى +30 درجة مئوية.إذا تجاوزت درجة حرارة الهواء في الشارع فترات درجات الحرارة القياسية ، فيجب إجراء لحام أنابيب البولي إيثيلين في ملجأ من أجل الامتثال للمعايير التكنولوجية. يتم تقسيم اللحام التناكبي لأنابيب HDPE ذات الضغط إلى مرحلتين رئيسيتين: العمل التحضيري واللحام نفسه. تشمل المرحلة الإعدادية:
- فحص الأداء والتحضير لتشغيل معدات اللحام ،
- تحضير مكان لوضع معدات اللحام ،
- اختيار المعلمات اللازمة للحام ،
- تثبيت أنابيب PE والتوسيط في مشابك آلة اللحام ،
- المعالجة الميكانيكية لنهايات الأسطح الملحومة للأنابيب أو الأجزاء.
عند تحضير المعدات ، يتم اختيار البطانات والمشابك التي تتوافق مع قطر الأنبوب المراد لحامه. يجب تنظيف أسطح عمل السخان وأداة معالجة أنابيب البولي إيثيلين من الأوساخ والغبار. يتم التحقق من قابلية تشغيل الجهاز أثناء الفحص البصري لوحدات ومكونات آلة اللحام ، وكذلك أثناء إدراج عنصر التحكم. في آلة اللحام ، يتم فحص التشغيل السلس للمشبك المتحرك لجهاز التمركز وتشغيل آلة التسوية. يتم وضع معدات اللحام في موقع أو مسار خط أنابيب معدة مسبقًا وخالصة بعد تخزين أنابيب البولي إيثيلين عليها. إذا لزم الأمر ، فإن موقع اللحام محمي بمظلات لحمايته من هطول الأمطار والرمل والغبار. في الطقس الرطب ، يوصى بتركيب معدات اللحام على دروع خشبية. ويوصى بغلق الطرف الحر لأنبوب البولي إيثيلين بسدادات جرد لمنع تيارات داخل الأنبوب أثناء اللحام.
يتم تنفيذ تجميع أنابيب وأجزاء HDPE ذات الضغط الملحوم ، بما في ذلك التثبيت والتوسيط وتثبيت الأطراف المراد لحامها ، في مشابك مركزية آلة اللحام. يتم شد مشابك آلة اللحام لأنابيب البولي إيثيلين لمنع انزلاق الأنابيب والقضاء ، قدر الإمكان ، على الشكل البيضاوي في النهايات. عند اللحام التناكبي لأنابيب PE ذات القطر الكبير ، نظرًا لأن لها وزنًا ساكنًا كبيرًا بدرجة كافية ، يتم وضع الدعامات تحت الأطراف الحرة لمحاذاة الأنبوب ومنع الطرف الملحوم من الحركة. تسلسل عملية اللحام:
- قم أولاً بقياس القوة المطلوبة لتحريك المشبك المتحرك بأنبوب ثابت ،
- يتم تثبيت سخان بين طرفي الأنابيب ، يتم تسخينه لدرجة الحرارة المطلوبة ،
- تنفيذ عملية إعادة التدفق عن طريق الضغط على نهايات أنابيب البولي إيثيلين في السخان ، مما يخلق الضغط اللازم ،
- يتم ضغط الأطراف لبعض الوقت (وفقًا لتقنية اللحام لأنبوب البولي إيثيلين هذا) حتى ظهور نتوء أساسي بارتفاع 0.5 إلى 2.0 مم ،
- بعد ظهور الأزيز الأساسي ، يتم تقليل الضغط والحفاظ عليه للوقت اللازم لتدفئة نهايات الأنابيب ،
- بعد نهاية عملية التسخين ، يتم سحب المشبك المتحرك لجهاز التمركز 5-6 سم للخلف ويتم إزالة السخان من منطقة اللحام ،
- بعد إزالة السخان ، قم بتوصيل أطراف أنابيب البولي إيثيلين ، مما يخلق الضغط اللازم للترسيب ،
- يتم الحفاظ على ضغط الترسيب للوقت اللازم لتبريد المفصل ، ثم يتم إجراء فحص بصري للحام الناتج من حيث حجم وتكوين الأزيز الخارجي ،
- ثم بمناسبة اللحام الناتج.
أنواع الأجهزة
وفقًا لمبدأ توصيل الأجزاء ، تنقسم وحدات اللحام إلى نوعين:
- لوصلة الصهر الكهربائي
- للمقبس والمؤخرة.
وفقًا لمبدأ التشغيل ، يتم تقسيم جميع أنواع المعدات إلى يدوية وميكانيكية. تحتوي أي معدات لحام ، بغض النظر عن نوعها ، على 4 وحدات رئيسية: مولد ووحدة تحكم في درجة الحرارة ووحدة طاقة ووحدة تكنولوجية حيث يتم توصيل الأجزاء. هذا الأخير له هيكل مختلف (حسب نوع اللحام).
يدوي
آلات اللحام اليدوية صغيرة الحجم لها شكل لوح مع نصائح لتثبيت أطراف أجزاء HDPE. لتوصيل الأسطح المحضرة ، يلزم بذل جهد بشري ، لذلك يجب ألا يتجاوز قطر الأنبوب 125 مم. يتم اختيار الجهاز المحمول باليد للاستخدام المنزلي ، فهو أسهل في إتقانه ، وله سعر منخفض.
ميكانيكي
تم تصميم هذه الأجهزة للمحترفين. وهي تشمل ما يلي:
- جهاز مركزي مع نصائح لقط الأجزاء ؛
- قاطع طرفي بسكاكين شحذ لمعالجة الأنابيب ؛
- عنصر التسخين (مرآة اللحام) ؛
- جهاز ضغط.
يتم توفير ضغط الأنابيب المتصلة بواسطة الميكانيكي ، وبالتالي فإن قطرها غير محدود. يعد اللحام بجهاز ميكانيكي طريقة أكثر تقدمًا: فهو يسهل عمل المشغل ويجعل الوصلة أكثر موثوقية.
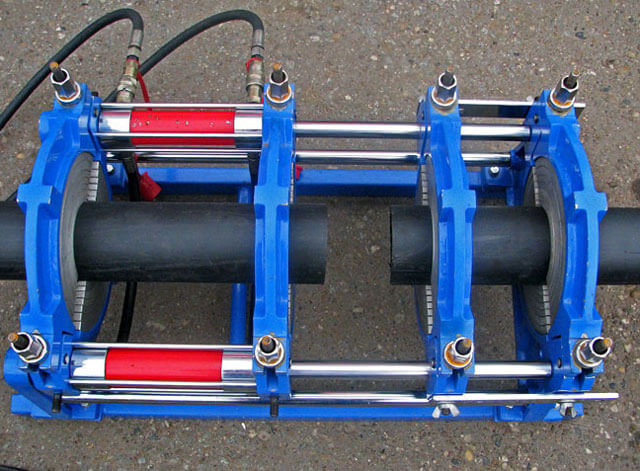
هيدروليكي
في المعدات الهيدروليكية ، يتم ضغط المنتجات بواسطة محرك هيدروليكي. هذه الأجهزة مصممة للحام التناكبي وهناك 3 أنواع:
- يدوي. يتم تنفيذ جميع العمليات يدويًا. يتم تطبيقها على لحام خطوط الأنابيب بضغط متوسط ومنخفض.
- شبه أوتوماتيكي. يتضمن العمل اليدوي فقط وضع الأنابيب. يتم الاتصال تلقائيًا.
- تلقائي.يتم التحكم في حركات جميع وحدات الوحدة من بداية العملية إلى نهايتها بواسطة جهاز كمبيوتر ، ولا يدخل المشغل سوى المعلمات الضرورية.
الآلات الحديثة تعمل بدقة عالية. يمكنهم قراءة المعلومات الضرورية من الرمز الشريطي المطبوع على HDPE أو على أدوات التوصيل الكهربائية ، في نهاية العملية يصدرون بروتوكول إبلاغ ، يشيرون إلى الأخطاء.
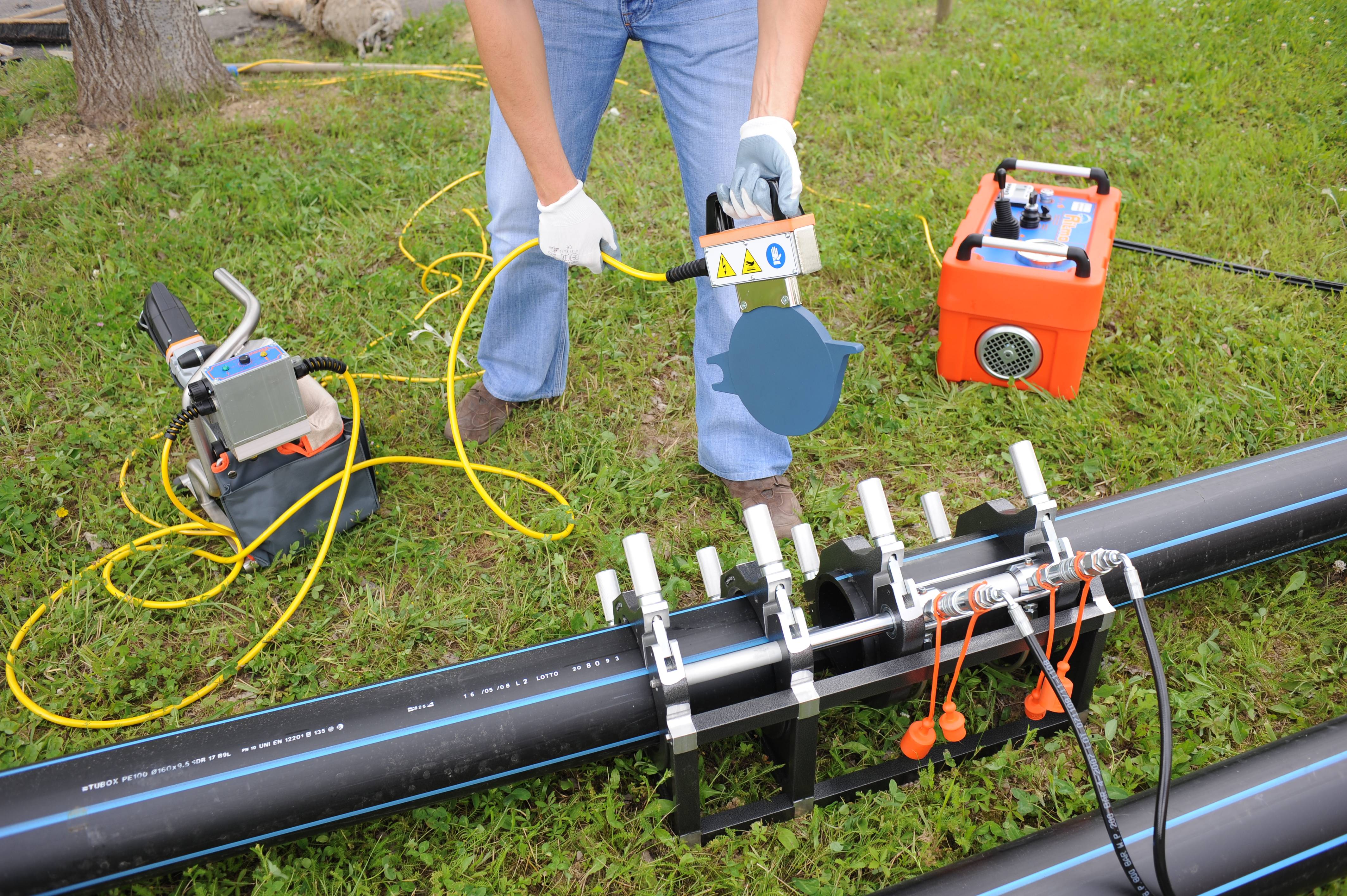
معدات الصهر الكهربائي
 تكنولوجيا اللحام بالصهر الكهربائي هي كما يلي. في مرحلة الإنتاج ، يتم وضع عنصر تسخين في كل أداة توصيل من السطح الداخلي مع اثنين من الخيوط إلى سطحها الخارجي.
تكنولوجيا اللحام بالصهر الكهربائي هي كما يلي. في مرحلة الإنتاج ، يتم وضع عنصر تسخين في كل أداة توصيل من السطح الداخلي مع اثنين من الخيوط إلى سطحها الخارجي.
يتم إدخال الأنابيب المراد توصيلها في أداة التوصيل. باستخدام كابل خاص ، يتم توصيل مخرجات أداة التوصيل وآلة اللحام. بعد ذلك ، يتم تسخين العنصر الموجود داخل أداة التوصيل.










نتيجة لذلك ، يذوب قسم أنبوب البولي بروبيلين والاقتران في منطقة عنصر التسخين. عند إيقاف تشغيل الجهاز ، تحدث البلمرة العكسية للأجزاء المتصلة بالمنتج. والنتيجة هي اتصال متجانسة.
يمكن أن تعمل مع منتجات من أي قطر تقريبًا. يمكنهم لحام أنابيب البولي بروبلين ، وكذلك منتجات البولي إيثيلين منخفضة الضغط (HDPE).
العنصر الرئيسي هو المعالج الدقيق وحدة مزودة بإمداد طاقة منظم. يحفظ بروتوكول اللحام لمراقبة التشغيل ويولد التيار اللازم للحصول على درجة حرارة التسخين المطلوبة.
في وقت معين ، اعتمادًا على قطر المنتج والظروف الأخرى ، يتم إيقاف تشغيل الجهاز. يمكن للجهاز العمل في الهواء الطلق في نطاق درجة حرارة -20 ... + 60 درجة مئوية.
على سبيل المثال ، يسمح لك جهاز Rothenberger ROWELD ROFUSE PRINT ، بوزنه الخفيف وأبعاده (صندوق صغير يزن حوالي 20 كجم) ، بتوصيل أنابيب HDPE والبولي بروبيلين بقطر يصل إلى 1200 مم.
يمكن إدخال البيانات الموجودة عليها يدويًا أو قراءتها من الباركود المثبت على الأنبوب من قبل الشركة المصنعة. الجهاز سهل الاستخدام ويأتي مع تعليمات مفصلة.
كيف تختار الجهاز المناسب؟
تعمل أجهزة لحام البلاستيك مثل مكواة اللحام وتنقسم تقليديًا إلى نوعين - يدوي وميكانيكي.
جهاز يدوي
يمثل صفيحة تسخين مع أطراف لأطراف الأنابيب والمقبض. وفقًا لمبدأ التشغيل ، فهي تشبه المكواة ومكواة اللحام الكهربائية.

يتطلب مجهودًا بشريًا لضغط المنتجات المراد ضمها. مناسب لأنابيب PE التي لا يزيد قطرها عن 12.5 سم. وفقًا لذلك ، فهي غير مناسبة لأحجام كبيرة من العمل ، وتستحق اختيارها للاستخدام المنزلي.
ميكانيكي
جهاز اللحام الميكانيكي عبارة عن إطار دعم به أقراص لتثبيت الأنابيب وكتلة الأدوات. يعمل عنصر التسخين مع عناصر التسخين بالداخل على تسخين نهايات الأنابيب المتصلة ، وتوفر الميكانيكا ضغطًا قويًا لهذه الأماكن.
يتم تطبيقه على لحام المنتجات المعرضة لأحمال تشغيلية عالية. قطر المنتجات غير محدود.
يجب على المحترفين اختيار هذا الخيار.
نصائح مفيدة لاتخاذ القرار الصحيح:
انتبه للحزمة
الجهاز المزود بمفتاح للفوهات مناسب للعمل بقطر واحد أو قطرين كحد أقصى. إذا كان نطاق العمل أكبر ، فاختر معدات ذات فوهات بأقطار مختلفة ؛
قوة الوحدة
المهنيين لديهم سر واحد.يتم حساب الحد الأدنى من طاقة الجهاز من خلال صيغة بسيطة - يتم ضرب أكبر قطر للأنبوب الذي يتعين عليك العمل به في 10.







على سبيل المثال ، إذا كنت تنوي طهي أنابيب بقطر 50 مم في المنزل ، فإن الحد الأدنى من الطاقة للوحدة = 50 × 10 = 500 واط ؛
أي مصنع تختار؟
أعلى تصنيف لمنتجات الشركات التشيكية (على سبيل المثال ، TM "Daitron"). لكن سعر المنتجات - لدغات. لذلك - كبديل - المصنعين الأتراك. هناك نماذج جيدة للإنتاج المحلي.
استنتاجات وفيديو مفيد حول الموضوع
مقارنة ونصائح مفيدة لاختيار آلات اللحام:
يوضح هذا الفيديو العملية خطوة بخطوة لتجميع عامل لحام لأنابيب PP بيديك:
إن اختيار آلة لحام مناسبة لأنابيب البولي إيثيلين ليس بالأمر الصعب. من الأفضل إعطاء الأفضلية لمنتجات الشركات المصنعة المعروفة في فئة أسعار مقبولة. مع الالتزام الصارم بتكنولوجيا اللحام ، يمكن الحصول على اتصال موثوق.
أخبرنا كيف اخترت آلة لحام لتجميع خط أنابيب البوليمر في المنزل أو في البلد. شارك الأسباب وراء اختيارك. يرجى ترك المربع أدناه ، ونشر صورة حول موضوع المقالة ، وطرح الأسئلة.



